
Обратный звонок
109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00
- Главная
-
Металлообрабатывающее оборудование
▼
- Мобильные металлообрабатывающие машины
- Отрезные станки
- Ленточнопильные станки
- Поперечно-строгальные станки
- Долбежные станки
- Зубообрабатывающие и резьбообрабатывающие станки
- Точильно-шлифовальные станки
- Заточные станки
- Круглошлифовальные станки
- Плоскошлифовальные станки
- Резьбонарезные станки
- Сверлильные станки
- Фрезерные станки
- Токарные станки
- Обрабатывающие центры
- Токарные станки ▼
- Станки с длиной обработки до 1000 мм.
Станки с длиной обработки до 1000 мм.
 Х3270 Универсальный токарно-винторезный станок
Х3270 Универсальный токарно-винторезный станок
- Станок обладает удобной эргономикой управления, понятной любому токарю без переучивания;
- Многофункциональное устройство цифровой индикации SINO SDS6-3V оптическими линейками позволяет отслеживать перемещение по трем осям (Продольной, поперечной и тонкая продольной)
- Для удобства нарезания резьбы станок оснащен 8-позиционным резьбоуказателем.
- На ходовой винт смонтирован защитный кожух для защиты от стружки.
- Все рукоятки оснащены четкими и удобными лимбами.
- Станок оснащен трехкулачковым патроном диаметром 160 мм. и эргономичной защитой со смотровым окошком.
- Четырехкулачковый патрон с независимым перемещением кулачков входит в базовый комплект поставки станка.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Максимальный диаметр обработки над станиной, мм. |
330 |
|
Максимальный диаметр обработки над выемкой в станине, мм. |
450 |
|
Максимальный диаметр над поперечными салазками, мм. |
180 |
|
Расстояние между центрами, мм. |
700 |
|
Максимальное сечение резца, мм. |
16 x16 |
|
Ширина станины, мм. |
181 |
|
Диаметр отверстия в шпинделе, мм. |
38 |
|
Конус отверстия шпинделя |
MT 5 |
|
Торец шпинделя, мм. |
D1-4 |
|
Диапазон скоростей шпинделя, об./мин. |
65 - 1810 |
|
Количество скоростей |
18 |
|
Конус шпинделя задней бабки |
MT 3 |
|
Максимальный ход пиноли задней бабки, мм. |
100 |
|
Максимальный ход каретки, мм. |
560 |
|
Максимальный ход поперечных салазок, мм. |
130 |
|
Максимальный ход верхней салазки, мм. |
75 |
|
Количество подач суппорта продольных и поперечных |
40 |
|
Диапазон продольной подачи суппорта, мм./об. |
0.053-1.291 |
|
Диапазон поперечной подачи суппорта , мм./об. |
0,011-0,276 |
|
Пределы шагов метрической резьбы, мм. (32 шага) |
0,4 - 7 |
|
Пределы шагов дюймовой резьбы, число ниток на дюйм (36 шагов) |
4-60 |
|
Мощность привода главного движения , кВт |
1,5 |
|
Напряжение питания, В |
380 |
|
Габаритные размеры (LxBxH), мм. |
1480 х 745 х 1465 |
|
Масса, кг. |
500 (580 в упаковке) |
- Станок в сборе:
- Устройство цифровой индикации с оптическими линейками для трех осей;
- Система подачи СОЖ;
- Патрон трехкулачковый Ø 160 мм.;
- Патрон четырехкулачковый Ø 200 мм.;
- Люнет подвижный;
- Люнет неподвижный;
- Упорный центра МК3 – 2 шт.;
- Переходная втулка с МК 5 на МК 3;
- Сменные шестерни гитары;
- Обратные кулачки – 3 шт.;
- Кожух патрона с выключателями;
- Защита ходового винта;
- Шпиндельный тормоз;
- Светильник;
- Защитный экран резцедержателя;
- Резьбоуказатель;
- Четырехпозиционный резцедержатель;
- Комплект инструмента для обслуживания станка:
- Масленка;
- Ключ резцедержателя;
- Ключ патрона;
- Отвертка – 2 шт.;
- Набор ключей;
- Набор шестигранников.
- Руководство пользователя на русском языке
") МК6046Р Станок токарно-винторезный (аналог - ГС526УРЦ)
МК6046Р Станок токарно-винторезный (аналог - ГС526УРЦ)
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 1000 |
| Максимальный диаметр обработки над станиной, мм. | 500 |
| Максимальный диаметр обработки над суппортом, мм. | 275 |
| Максимальный диаметр обработки в выемке станины, мм. | - |
| Наибольшая длинна обрабатываемой заготовки над суппортом, мм. | 935 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 55 |
| Конус шпинделя | Морзе 5 |
| Количество скоростей вращения шпинделя | бесступенчатое регулирование |
| Частота вращения шпинделя, мин -1 | 10 - 2000 |
| Число ступеней подач | 24 |
| Диапазон продольной подачи, мм./об. | 0,025 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,0125 - 1,4 |
| Высота резца, установленного в резцедержателе, мм. | 25 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,5 - 56 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,5 - 56 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 56 - 0,5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 56 - 0,5 |
| Скорость быстрого продольного перемещения суппорта, м/мин. | 3,8 |
| Скорость быстрого поперечного перемещения суппорта, м/мин. | 1,9 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 7,5 |
| Установленная суммарная мощность, кВт | 9 |
| Наибольший крутящий момент, Нм | 100 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2800 х 1420 х 1740 |
| Масса, кг. | 3100 |
- Станок в сборе;
- Устройство цифровой индикации с регулируемым главным приводом;
- Механизированный привод резцовых салазок и цепь мелких подач;
- 4-х позиционный резцедержатель;
- Комплект сменных зубчатых колес;
- Патрон 3-х кулачковый 7100-0035 (диам.250 мм.);
- Центр упорный 7032-0035 Морзе 5ПТ;
- Центр вращающийся А-1-5-Н-П;
- Комплект инструмента для обслуживания станка;
- Руководство по эксплуатации.
 ГС526УД1М Станок токарно-винторезный
ГС526УД1М Станок токарно-винторезный
- Оснащен фартуком, имеющим собственный привод ускоренного перемещения каретки и суппорта, что улучшает динамику работы станка на ускоренном ходу и коробкой подач, которая позволяет нарезать резьбы 11 и 19 ниток на 1" без смены шестерен гитары;
- Передача вращения на вал шпинделя осуществляется с помощью фрикционных полумуфт;
- "Пневморазгрузка" задней бабки;
- Перемещение верхней части суппорта с резцедержателем производится через механическую передачу (в комплектации механизированным приводом суппортной группы (индекс станка "М"));
- Средняя часть суппорта может быть повернута на угол +/- 90o;
- Нижняя часть суппорта и каретка могут перемещаться вручную и механически. При этом имеют рабочие подачи (от привода подач) и быстрые (от привода быстрых перемещений);
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 1000 |
| Максимальный диаметр обрабатываемой заготовки над станиной, мм | 500 |
| Высота центров над направляющими станины, мм | 250 |
| Максимальный диаметр обработки над суппортом, мм. | 275 |
| Максимальный диаметр обработки в выемке станины, мм. | 630 |
| Наибольшая длинна обрабатываемой заготовки над выемкой станины, мм. | 235 |
| Диаметр отверстия в шпинделе, мм | 95 |
| Конус шпинделя | Метрический 100 по ГОСТ25557 |
| Конец шпинделя | 11К ГОСТ 12593, фланец D=290 мм |
| Частота вращения шпинделя, мин -1 | 16 - 2000 |
| Количество скоростей прямого вращения шпинделя | 22 |
| Количество скоростей обратного вращения шпинделя | 22 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 |
| Число ступеней подач | 24 |
| Диапазон продольной подачи, мм./об. | 0,05 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,025 - 1,4 |
| Скорость быстрого продольного перемещения суппорта, м/мин. | 3,6 |
| Скорость быстрого поперечного перемещения суппорта, м/мин. | 1,8 |
| Ход верхнего суппорта, мм | 150 |
| Ход поперечного суппорта, мм | 300 |
| Наибольшее продольное перемещение каретки, мм. | 935 |
| Центр в пиноли задней бабки | Морзе 5 ГОСТ 13214 |
| Ход пиноли, мм. | 150 |
| Высота резца, установленного в резцедержателе, мм. | макс. 25 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0.5 - 112 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0.5 - 112 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 56 - 0.5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 56 - 0.5 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 11 |
| Установленная суммарная мощность, кВт | 11,55 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2800 х 1265 х 1305 |
| Масса, кг. | 3100 |
- Станок в сборе;
- Система подачи СОЖ;
- 16Б20П.061. 060 Копир;
- Патрон 3-х кулачковый диам. 250 мм.(3-315.55.14П);
- Ограждение патрона;
- Ограждение суппорта;
- Пневмооборудование для разгрузки задней бабки;
- 086.0400.000-01 суппорт с механическим приводом;
- 086.0500.000-01 каретка с механическим приводом суппорта;
- 086.5300.000 комплект сменных зубчатых колес:
- 086.5300.001 колесо зубчатое сменное Z=45; m =2;- 086.6000.000 комплект инструмента – 1 шт.;
- 086.5300.009 колесо зубчатое сменное Z=73; m =2;
- 086.5300.011 колесо зубчатое сменное Z=86; m =2;
- 086.5300.013 колесо зубчатое сменное Z=72; m =2;
- 086.5300.002 колесо зубчатое сменное Z=48; m =2;
- 086.5300.010 колесо зубчатое сменное Z=80; m =2.
- 086.6002.000 ключ к электрошкафу – 1 шт.;
- техническая документация (руководство пользователя).
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Патрон 4-х кулачковый диаметром 250 мм. (4-315.55.14);
- 086.5300.003 колесо зубчатое сменное Z=57; m =2;
- 086.5300.005 колесо зубчатое сменное Z=60; m =2;
- 086.5300.006 колесо зубчатое сменное Z=66; m =2;
- 086.5300.012 колесо зубчатое сменное Z=90; m =2.
- Втулки ГОСТ 13598:
- 6100-0143 (3/2) – 1 шт.;- Клинья ГОСТ 3025:
- 6100-0146 (5/3) – 1 шт.;
- 6100-0147 (5/4) – 1 шт.
- 7851-0012 (1/2) – 1 шт.;- Оправка 6039-0009 ГОСТ 2682;
- 7851-0013 (3) – 1 шт.;
- 7851-0014 (4) – 1 шт.
- Центр вращающийся 7032-4158-03 (вариант А-1-5-Н ГОСТ 8742);
- Центр вращающийся грибковый 7032-4158-15 (30-190/95-175);
- Центр упорный 7032-0035 Морзе 5ПТ (ГОСТ 13214);
- Центр упорный 7032-0043 Морзе 6ПТ (ГОСТ 13214);
- 16ВТ20.92.000 патрон поводковый;
- 086.2200.000 упор микрометрический продольного хода;
- 086.2300.000 люнет подвижный;
- 086.2600.000 люнет неподвижный;
- ОК101.0000.000 опора клиновая – 4 шт.;
- 086.1700.000 резцедержатель задний;
- 086.7000.000 линейка конусная.
 ГС526У Станок токарно-винторезный повышенной точности
ГС526У Станок токарно-винторезный повышенной точности
- Станок повышенного класса точности (П по ГОСТ 8-82);
- Жёсткая и прочная станина смонтирована на основании, состоящим из двух тумб;
- Закалённые шлифованные направляющие станины, обеспечивают длительный срок службы и повышенную точность обработки;
- Станок оснащен фартуком, имеющим собственный привод ускоренного перемещения каретки и суппорта, что улучшает динамику работы станка на ускоренном ходу и коробкой подач, которая позволяет нарезать резьбы 11 и 19 ниток на 1" без смены шестерен гитары;
- Шпиндель станка имеет фланцевое исполнение конца, что обеспечивает быструю смену устройства для закрепления обрабатываемой детали: трехкулачкового патрона или планшайбы и их надежное крепление;
- Передача вращения на вал шпинделя осуществляется с помощью фрикционных полумуфт;
- Широкий диапазон частот вращения шпинделя и подач позволяет полностью использовать потенциал как современного твердосплавного, так и обычного инструмента;
- Пневмооборудование служит для создания воздушной подушки, облегчающей перемещение задней бабки по станине и предотвращающей износ направляющих;
- Перемещение верхней части суппорта с резцедержателем производится вручную;
- Средняя часть суппорта может быть повернута на угол +/- 90o;
- Нижняя часть суппорта и каретка могут перемещаться вручную и механически. При этом имеют рабочие подачи (от привода подач) и быстрые (от привода быстрых перемещений);
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке;
- Современный дизайн станка, удобство эксплуатации и обслуживания повышают эффективность его использования, создают дополнительные преимущества перед существующими аналогами.
ВЫПУСКАЕТСЯ В ИСПОЛНЕНИЯХ:
- индекс «С» (ГС526УС) - оснащение станка сверлильно-фрезерным приспособлением, предназначенным для выполнения сверлильных, фрезерных работ и нарезания резьбы под разными углами на деталях, установленных на суппорте станка;
- индекс «В» (ГС526УВ) - станок с высотой центров 320 мм. и с наибольшим диаметром устанавливаемой заготовки над станиной 630 мм., наибольший диаметр обрабатываемой заготовки над суппортом - 420 мм.;
- индекс «Г» (ГС526УГ) - наличие выемки в станине (ГАП), максимальный диаметр устанавливаемой заготовки над выемкой - 700 мм., длина 235 мм.;
- индекс «К» (ГС526УК) – станок с закрытой задней зоной;
- индекс «Д» (ГС526УД) - увеличенный диаметр отверстия в шпинделе (70 мм.);
- индекс «Д1» (ГС526УД1) - увеличенный диаметр отверстия в шпинделе (95 мм.);
- индекс «Л» (ГС526УЛ) - установку лимба поперечного перемещения с ценой деления 0,02 мм.;
- индекс «М» (ГС526УМ) – станок оснащён механизированным приводом суппортной группы;
- индекс «Ц» (ГС526УЦ) означает комплектацию устройством цифровой индексации (УЦИ) и преобразователями линейных перемещений (основные варианты устанавливаемых УЦИ: "Ц1" «Fagor»; "Ц2"; - "СКБ ИС"; «Ц3» - «SINO»");
- индекс «РЦ» (ГС526УРЦ) означает комплектацию устройством цифровой индексации, преобразователями линейных перемещений и бесступенчатым регулированием частоты вращения шпинделя;
- индекс «Е» (ГС526УЕ) - вариант исполнения станка с соответствием требованиям безопасности Директив ЕС и имеющий маркировку «СЕ».
Вариант исполнения отображается в наименования модели станка соответствующим индексом. Итоговая маркировка модели содержит индексы примененных модификаций, например ГС526УДМЦ - станок с увеличенным диаметром отверстия в шпинделе, механизированным приводом верхней части суппорта и цифровой индикацией.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм. | 1000 |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 500 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм. | 275 |
| Высота центров над направляющими станины, мм. | 250 |
| Максимально допустимый вес устанавливаемого в патроне изделия, кг. | 300 |
| Максимально допустимый вес устанавливаемого в центрах изделия, кг. | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм. | 55 |
| Частота вращения шпинделя, об/мин. | 16 - 2000 |
| Количество скоростей прямого вращения шпинделя | 22 |
| Количество скоростей обратного вращения шпинделя | 11 |
| Конец шпинделя | 6К ГОСТ 12593 фланец Ø 170 мм. |
| Коническое отверстие шпинделя | Морзе 6 ГОСТ 13214 |
| Диаметр фланца шпинделя, мм. | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 |
| Наибольшая длина продольного перемещения суппорта, мм. | 935 |
| Наибольшая длина поперечного перемещения каретки, мм. | 285 |
| Скорость быстрого продольного перемещения суппорта, м/мин. | 3,6 |
| Скорость быстрого поперечного перемещения суппорта, м/мин. | 1,8 |
| Цена деления лимба продольного перемещения, мм. | 0,1 |
| Цена деления лимба поперечного перемещения, мм. | 0,05 |
| Количество подач суппорта (продольных / поперечных) | 24 / 24 |
| Диапазон продольной подачи суппорта, мм./об. | 0,05 - 2,8 |
| Диапазон поперечной подачи суппорта, мм./об. | 0,025 - 1,4 |
| Пределы шагов метрической резьбы, мм. | 0.5 - 112 |
| Расстояние между центрами, мм. | 1000 |
| Максимальный диаметр обработки над станиной, мм. | 500 (630)* |
| Высота центров над направляющими станины, мм | 250 (320)* |
| Максимальный диаметр обработки над суппортом, мм. | 275 (420)* |
| Максимальный диаметр обработки в выемке станины, мм. | 630** |
| Наибольшая длинна обрабатываемой заготовки над выемкой станины, мм. | 235** |
| Конус шпинделя | Морзе 6 ГОСТ 13214 |
| Число ступеней подач | 24 |
| Диапазон продольной подачи, мм./об. | 0,05 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,025 - 1,4 |
| Ход верхнего суппорта, мм | 150 |
| Ход поперечного суппорта, мм | 300 |
| Центр в пиноли задней бабки | Морзе 5 ГОСТ 13214 |
| Ход пиноли задней бабки, мм. | 150 |
| Высота резца, установленного в резцедержателе, мм. | макс. 25 |
| Шаг нарезаемой метрической резьбы, мм. | 0.5 - 112 |
| Шаг нарезаемой модульной резьбы, модуль | 0.5 - 112 |
| Шаг нарезаемой дюймовой резьбы | 56 - 0.5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 56 - 0.5 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 7.5 (11) |
| Установленная суммарная мощность, кВт | 8,05 (11,55) |
| Наибольшее продольное перемещение каретки, мм. | 935 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2800 х 1265 х 1305 (3010х1380х1750 в упаковке) |
| Масса, кг. | 3100 (3500 брутто) |
| * | для станков с индексом «В» |
| ** | для станков с индексом «Г» |
| *** | для станков с индексом «Д» |
- Станок в сборе;
- Система подачи СОЖ;
- 16Б20П.061. 060 Копир;
- Патрон 3-х кулачковый диаметром 250 мм. (3-250.35.14П);
- Ограждение патрона;
- Ограждение суппорта;
- Пневмооборудование для разгрузки задней бабки;
- 086.5300.000 комплект сменных зубчатых колес:
- 086.5300.001 колесо зубчатое сменное Z=45; m =2;
- 086.5300.009 колесо зубчатое сменное Z=73; m =2;
- 086.5300.011 колесо зубчатое сменное Z=86; m =2;
- 086.5300.013 колесо зубчатое сменное Z=72; m =2;
- 086.5300.002 колесо зубчатое сменное Z=48; m =2;
- 086.5300.010 колесо зубчатое сменное Z=80; m =2. - 086.6000.000 комплект инструмента – 1 шт.;
- 086.6002.000 ключ к электрошкафу – 1 шт.;
- техническая документация (руководство пользователя).
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Патрон 4-х кулачковый диаметром 250 мм. (4-250.35.14);
- 086.0400.000-01 суппорт с механическим приводом;
- 086.0500.000-01 каретка с механическим приводом суппорта;
- 086.5300.003 колесо зубчатое сменное Z=57; m =2;
- 086.5300.005 колесо зубчатое сменное Z=60; m =2;
- 086.5300.006 колесо зубчатое сменное Z=66; m =2;
- 086.5300.012 колесо зубчатое сменное Z=90; m =2.
- Втулки ГОСТ 13598:
- 6100-0143 (3/2) – 1 шт.;
- 6100-0146 (5/3) – 1 шт.;
- 6100-0147 (5/4) – 1 шт. - Клинья ГОСТ 3025:
- 7851-0012 (1/2) – 1 шт.;
- 7851-0013 (3) – 1 шт.;
- 7851-0014 (4) – 1 шт. - Оправка 6039-0009 ГОСТ 2682;
- Центр вращающийся 7032-4158-03 (вариант А-1-5-Н ГОСТ 8742);
- Центр вращающийся грибковый 7032-4158-15 (30-190/95-175)
- Центр упорный 7032-0035 Морзе 5ПТ (ГОСТ 13214);
- Центр упорный 7032-0043 Морзе 6ПТ (ГОСТ 13214);
- 16ВТ20.92.000 патрон поводковый;
- 086.2200.000 упор микрометрический продольного хода;
- 086.2300.000 люнет подвижный;
- 086.2600.000 люнет неподвижный;
- ОК101.0000.000 опора клиновая – 4 шт.;
- 086.1700.000 резцедержатель задний;
- 086.7000.000 линейка конусная.
{kind=link}
{kind=link}
") Samat-400XV Станок токарно-винторезный (Samat 400, Samat-400)
Samat-400XV Станок токарно-винторезный (Samat 400, Samat-400)
- длительный период сохранения точности и работоспособности;
- привод главного движения на базе частотных преобразователей, обеспечивающих бесступенчатое регулирование частоты вращения шпинделя (при этом в обозначение станка добавляется буква V);
- возможна комплектация механической 8-ми скоростной коробкой скоростей;
- широкий диапазон продольных и поперечных подач;
- быстрое перемещение суппорта на холостом ходу;
- вариант исполнения станка с УЦИ и без УЦИ.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 500 |
| Максимальный диаметр обработки над станиной, мм. | 400 |
| Максимальный диаметр обработки над суппортом, мм. | 200 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 45 |
| Конус шпинделя | Морзе 6 |
| Центр в пиноли задней бабки | Морзе 5 |
| Количество скоростей вращения шпинделя | бесступенчато |
| Диапазон частот вращения шпинделя, об./мин. | 12 - 2200 |
| Диапазон продольной подачи, мм./об. | 0,05 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,025 - 1,4 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,25 - 56 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,25 - 56 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 112 - 0,5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 112 - 0,5 |
| Шероховатость образца изделия, Ra | 1.25 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 5.5 (7,5*) |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2029 х 1110 х 1505 |
| Масса, кг. | 2040 |
| * - специальное исполнение (заказ) |
- станок в сборе;
- 4-х позиционный резцедержатель с ручным управлением;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 200 мм.;
- жёсткий упор продольного хода;
- центр вращающийся Морзе 5;
- центры упорные Морзе 4 и 5;
- комплект сменных шестерен;
- комплект инструмента для обслуживания станка;
- техническая документация.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА(поставляется за отдельную плату):
- подвижный и неподвижный люнеты;
- резцедержатель задний;
- конусная линейка;
- барабан упор;
- задний суппорт;
- устройство цифровой индикации перемещений суппорта;
- патрон сверлильный;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 160 и 250 мм.;
- патрон токарный 4-х кулачковый диам. 250 мм.;
- дополнительный комплект сменных шестерен.
") Samat-400SV Станок токарно-винторезный (Samat 400, Samat-400)
Samat-400SV Станок токарно-винторезный (Samat 400, Samat-400)
- длительный период сохранения точности и работоспособности;
- привод главного движения на базе частотных преобразователей, обеспечивающих бесступенчатое регулирование частоты вращения шпинделя (при этом в обозначение станка добавляется буква V);
- возможна комплектация механической 8-ми скоростной коробкой скоростей;
- широкий диапазон продольных и поперечных подач;
- быстрое перемещение суппорта на холостом ходу;
- вариант исполнения станка с УЦИ и без УЦИ.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 750 |
| Максимальный диаметр обработки над станиной, мм. | 400 |
| Максимальный диаметр обработки над суппортом, мм. | 200 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 45 |
| Конус шпинделя | Морзе 6 |
| Центр в пиноли задней бабки | Морзе 5 |
| Количество скоростей вращения шпинделя | бесступенчато |
| Диапазон частот вращения шпинделя, об./мин. | 12 - 2200 |
| Диапазон продольной подачи, мм./об. | 0,05 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,025 - 1,4 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,25 - 56 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,25 - 56 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 112 - 0,5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 112 - 0,5 |
| Шероховатость образца изделия, Ra | 1.25 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 5.5 (7,5*) |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2700 х 1110 х 1505 |
| Масса, кг. | 2085 |
| * - специальное исполнение (заказ) |
- станок в сборе;
- 4-х позиционный резцедержатель с ручным управлением;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 200 мм.;
- жёсткий упор продольного хода;
- центр вращающийся Морзе 5;
- центры упорные Морзе 4 и 5;
- комплект сменных шестерен;
- комплект инструмента для обслуживания станка;
- техническая документация.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА(поставляется за отдельную плату):
- подвижный и неподвижный люнеты;
- резцедержатель задний;
- конусная линейка;
- барабан упор;
- задний суппорт;
- устройство цифровой индикации перемещений суппорта;
- патрон сверлильный;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 160 и 250 мм.;
- патрон токарный 4-х кулачковый диам. 250 мм.;
- дополнительный комплект сменных шестерен.
") Samat-400S/S Станок токарно-винторезный (Samat 400, Samat-400)
Samat-400S/S Станок токарно-винторезный (Samat 400, Samat-400)
- микронная точность обработки позволяет в большинстве случаев отказаться от финишной шлифовки;
- возможность выполнения разнообразных черновых и чистовых токарных работ, а также нарезание метрических, дюймовых, модульных и питчевых резьб;
- привод главного движения на базе частотных преобразователей, обеспечивает бесступенчатое регулирование частоты вращения шпинделя;
- значительное снижение шума;
- широкий диапазон продольных и поперечных подач;
- быстрое перемещение суппорта на холостом ходу;
- возможность выполнения особо точных технологических операций с применением как традиционного инструмента, так и инструмента из композита;
- гарантия на механическую часть станка (станина, шпиндель, задняя бабка).
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 750 |
| Максимальный диаметр обработки над станиной, мм. | 400 |
| Максимальный диаметр обработки над суппортом, мм. | 220 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 45 |
| Конус шпинделя | Морзе 6 |
| Центр в пиноли задней бабки | Морзе 5 |
| Количество скоростей вращения шпинделя | бесступенчато |
| Диапазон частот вращения шпинделя, об./мин. | 16 - 2800 |
| Диапазон продольной подачи, мм./об. | 0,01 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,005 - 1,4 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,25 - 14 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,25 - 14 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 112 - 1,5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 112 - 2 |
| Шероховатость образца изделия, Ra | 0,63 |
| Класс точности | А |
| Мощность привода главного движения, кВт | 5,5 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2270 х 1110 х 1505 |
| Масса, кг. | 2100 |
- станок в сборе;
- 4-х позиционный резцедержатель с ручным управлением;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 200 мм.;
- жёсткий упор продольного хода;
- центр вращающийся Морзе 5;
- центры упорные Морзе 4 и 5;
- комплект сменных шестерен;
- комплект инструмента для обслуживания станка;
- техническая документация.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА(поставляется за отдельную плату):
- подвижный и неподвижный люнеты;
- резцедержатель задний;
- конусная линейка;
- барабан упор;
- задний суппорт;
- устройство цифровой индикации перемещений суппорта;
- патрон сверлильный;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 160 и 250 мм.;
- патрон токарный 4-х кулачковый диам. 250 мм.;
- дополнительный комплект сменных шестерен.
") Samat-400MV Станок токарно-винторезный ( Samat 400, Samat-400)
Samat-400MV Станок токарно-винторезный ( Samat 400, Samat-400)
- длительный период сохранения точности и работоспособности;
- привод главного движения на базе частотных преобразователей, обеспечивающих бесступенчатое регулирование частоты вращения шпинделя (при этом в обозначение станка добавляется буква V);
- возможна комплектация механической 8-ми скоростной коробкой скоростей;
- широкий диапазон продольных и поперечных подач;
- быстрое перемещение суппорта на холостом ходу;
- вариант исполнения станка с УЦИ и без УЦИ.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 1000 |
| Максимальный диаметр обработки над станиной, мм. | 400 |
| Максимальный диаметр обработки над суппортом, мм. | 200 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 45 |
| Конус шпинделя | Морзе 6 |
| Центр в пиноли задней бабки | Морзе 5 |
| Количество скоростей вращения шпинделя | бесступенчато |
| Диапазон частот вращения шпинделя, об./мин. | 12 - 2200 |
| Диапазон продольной подачи, мм./об. | 0,05 - 2,8 |
| Диапазон поперечной подачи, мм./об. | 0,025 - 1,4 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,25 - 56 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,25 - 56 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 112 - 0,5 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 112 - 0,5 |
| Шероховатость образца изделия, Ra | 1.25 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 5.5 (7,5*) |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2580 х 1050 х 1450 |
| Масса, кг. | 2130 |
| * - специальное исполнение (заказ) |
- станок в сборе;
- 4-х позиционный резцедержатель с ручным управлением;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 200 мм.;
- жёсткий упор продольного хода;
- центр вращающийся Морзе 5;
- центры упорные Морзе 4 и 5;
- комплект сменных шестерен;
- комплект инструмента для обслуживания станка;
- техническая документация.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА(поставляется за отдельную плату):
- подвижный и неподвижный люнеты;
- резцедержатель задний;
- конусная линейка;
- барабан упор;
- задний суппорт;
- устройство цифровой индикации перемещений суппорта;
- патрон сверлильный;
- патрон токарный 3-х кулачковый самоцентрирующий диам. 160 и 250 мм.;
- патрон токарный 4-х кулачковый диам. 250 мм.;
- дополнительный комплект сменных шестерен.
 CU400М Универсальный токарный станок
CU400М Универсальный токарный станок
- Все основные части станка изготовлены из высококачественной стали, что обеспечивает надежную работу станков и сохранение точности обработки в течение долгих лет;
- В самой ответственной части станка - шпиндельном узле, используются подшипники и схемы их установки ведущих фирм «SKF» и «FAG»;
- Вся электрика станка изготовлена немецкой фирмой «Шнайдер-электрик».
- Станок укомплектован трехкулачковым патроном «Bison» и вращающимся центром.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Класс точности | H |
| Расстояние между центрами, мм. | 1000 |
| Высота центров, мм. | 220 |
| Максимальный диаметр обработки над станиной, мм. | 440 |
| Максимальный диаметр обработки над суппортом, мм. | 240 |
| Максимальный диаметр обработки в выемке станины, мм. | 640 |
| Ширина направляющих, мм. | 400 |
| Диаметр обрабатываемого прутка, мм. | 70 |
| Диаметр цилиндрического отверстия в шпинделе, мм. | 72 |
| Передний конец шпинделя | №8 по DIN55027 |
| Внутренний конус шпинделя | Метрический 80 |
| Количество скоростей вращения шпинделя | 21 |
| Диапазон частот вращения шпинделя, об./мин. | 20 - 2000 |
| Число ступеней подач | 120 |
| Диапазон продольной подачи, мм./об. | 0,04-12 |
| Диапазон поперечной подачи, мм./об. | 0,02-6 |
| Количество резьб | 64 |
| Шаг нарезаемой метрической резьбы, мм. | 0,5-120 |
| Шаг нарезаемой модульной резьбы, модуль | 0,125-30 |
| Шаг нарезаемой дюймовой резьбы | 60-1/4 |
| Шаг диаметральной резьбы, DP | 240-11 |
| Ход поперечного суппорта, мм | 315 |
| Ход верхнего суппорта, мм | 130 |
| Ход пиноли, мм. | 230 |
| Диаметр пиноли, мм. | 90 |
| Конус пиноли задней бабки | № 5 |
| Мощность привода главного движения, кВт | 7,5 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. |
2600 х 1250 х 1400 (2800х1400х1550 в упаковке) |
| Масса, кг. | 2600 (2800 брутто) |
- Электродинамический тормоз шпинделя;
- Электрооборудование с панелью управления;
- Система охлаждения с помпой;
- Низковольтная лампа рабочего освещения;
- Устройство ускоренного перемещения в 4-х направлениях;
- ГАП;
- Трёхкулачковый патрон Ø 250 мм.;
- Задняя защита от брызг по всей длине;
- Защита ходового винта и вала;
- Защита патрона;
- Защита резцедержателя;
- Комплект ремней;
- Сменное зубчатое колесо;
- Выравнивающие болты и пластины;
- Фундаментные болты;
- Упорный центр шпинделя;
- Вращающийся центр;
- Переходная втулка шпинделя;
- 4-х позиционный резцедержатель с ключом;
- Однопозиционный ограничитель;
- Инструментальный ящик;
- Инструкция по эксплуатации на русском языке.
") CU 500/1000 Станок токарно-винторезный (CU 500 / 1000, CU500)
CU 500/1000 Станок токарно-винторезный (CU 500 / 1000, CU500)
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 1000 |
| Высота центров, мм. | 245 |
| Максимальный диаметр обработки над станиной, мм. | 500 |
| Максимальный диаметр обработки над суппортом, мм. | 300 |
| Максимальный диаметр обработки в выемке станины, мм. | 670 |
| Диаметр обрабатываемого прутка, мм. | 60 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 62 |
| Конец шпинделя | №8 (DIN55027) |
| Ход пиноли, мм. | 180 |
| Диаметр пиноли, мм. | 70 |
| Конус пиноли задней бабки | № 5 |
| Количество скоростей вращения шпинделя | 21 |
| Диапазон частот вращения шпинделя, об./мин. | 20 - 2000 |
| Ширина направляющих, мм. | 360 |
| Число ступеней подач | 120 |
| Диапазон продольной подачи, мм./об. | 0.04 - 12 |
| Диапазон поперечной подачи, мм./об. | 0.02 - 6 |
| Количество резьб | 64 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 05 - 120 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0.125 - 30 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 60 - 1/4 |
| Шаг диаметральной резьбы, DP | 240 - 1 |
| Ход поперечного суппорта, мм | 250 |
| Ход верхнего суппорта, мм | 140 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 7.5 |
| Напряжение питания, В | 380 |
") CU 325/750 Станок токарно-винторезный (CU 325, CU325)
CU 325/750 Станок токарно-винторезный (CU 325, CU325)
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 750 |
| Высота центров, мм. | 165 |
| Максимальный диаметр обработки над станиной, мм. | 325 |
| Максимальный диаметр обработки над суппортом, мм. | 196 |
| Максимальный диаметр обработки в выемке станины, мм. | 450 |
| Диаметр обрабатываемого прутка, мм. | 30 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 32 |
| Конец шпинделя | №5 (DIN55027) |
| Конус шпинделя | № 4,5 |
| Ход пиноли, мм. | 100 |
| Диаметр пиноли, мм. | 40 |
| Конус пиноли задней бабки | № 3 |
| Количество скоростей вращения шпинделя | 12 |
| Диапазон частот вращения шпинделя, об./мин. | 85 - 2000 |
| Ширина направляющих, мм. | 200 |
| Число ступеней подач | 48 |
| Диапазон продольной подачи, мм./об. | 0,006 - 1,77 |
| Диапазон поперечной подачи, мм./об. | 0,03 - 0,885 |
| Количество резьб | см.ниже в скобках |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,1 - 28 (48) |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,1 - 1,75 (19) |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 75 - 2,5 (53) |
| Шаг диаметральной резьбы, DP | 70- 4 DP (19) |
| Ход поперечного суппорта, мм | 160 |
| Ход верхнего суппорта, мм | 95 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 2,2 |
| Напряжение питания, В | 380 |
 CS6250B/1500 Токарно-винторезный станок
CS6250B/1500 Токарно-винторезный станок
- Станина и тумбы станка изготовлены из высокопрочного чугуна и подвергнуты старению, что эффективно подавляет деформацию и напряжение, вызываемые усилием резания в процессе обработки. Направляющие отшлифованы после закалки (не ниже HRC 47-56), что сохраняет превосходную прочность и обеспечивает стабильность работы станка в течение длительного времени;
- Передняя бабка обработана на современном горизонтальном обрабатывающем центре, в коробке применены качественные подшипники китайского производства. Шпиндель и шестерни изготовлены из высококачественной стали и закалены высокочастотной закалкой, прецизионно отшлифованы. Шпиндель прошел динамическую балансировку на специальном испытательном стенде и установлен на три пары высокоточных подшипников;
- Большие возможности по обработке: проходное отверстие шпинделя Ø 82 мм., нарезание четырех типов резьб от метрической до питчевой;
- Наличие ГАП позволяет обрабатывать короткие детали большого диаметра в выемке станины;
- Мощный электродвигатель 7,5 кВт.;
- Привод быстрого хода суппорта со скоростью перемещений 4500 мм./мин. в продольном направлении и 1900 мм./мин. в поперечном направлении;
- Задняя бабка с пинолью диметром 75 мм. и ходом 150 мм. дает широкие возможности по обработке заготовок осевым инструментом (сверла, развертки). Задняя бабка может быть смещена на ± 15 мм. для точения длинных конусов;
- Установка шага всех резьб производится рукояткой на панели управления без смены шестерен гитары;
- Система подачи и очистки охлаждающей жидкости.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
|
Зона обработки |
||
|
Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм. |
1500 |
|
|
Наибольший диаметр заготовки, обрабатываемой над станиной, мм. |
500 |
|
|
Наибольший диаметр заготовки, обрабатываемой над суппортом, мм. |
300 |
|
|
Наибольший диаметр обработки в выемке станины, мм. |
710 |
|
|
Длина выемки станины, мм. |
240 |
|
|
Наибольшая длина продольного перемещения каретки, мм. |
1450 |
|
|
Ширина станины, мм. |
390 |
|
|
Максимально допустимый вес устанавливаемого в центрах изделия, кг. |
700 |
|
|
Шпиндель |
|
|
|
Диаметр цилиндрического отверстия в шпинделе, мм. |
82 |
|
|
Конец шпинделя |
Camlock D8 (DIN 55029, ISO 702/II) |
|
|
Коническое отверстие шпинделя |
метрический 90 (1:20) |
|
|
Частота вращения шпинделя, об/мин. |
9 ÷ 1600 |
|
|
Количество скоростей вращения шпинделя, шт. |
24 |
|
|
Наибольший крутящий момент на шпинделе, Нм |
1400 |
|
|
Резцедержатель |
||
|
Наибольшая высота резца, установленного в резцедержателе, мм. |
25 |
|
|
Наибольшая длина перемещения верхней части суппорта, мм. |
145 |
|
|
Наибольшая длина поперечного перемещения каретки, мм. |
320 |
|
|
Угол поворота резцовых салазок, мм. |
±90 |
|
|
Расстояние между осью шпинделя и опорной поверхностью для инструмента резцедержателя, мм. |
28 |
|
|
Задняя бабка |
||
|
Коническое отверстие в пиноли задней бабки |
МК5 |
|
|
Диаметр пиноли задней бабки, мм. |
75 |
|
|
Ход пиноли задней бабки, мм. |
150 |
|
|
Величина поперечного смещения корпуса задней бабки, мм. |
±15 |
|
|
Суппорт. Подачи |
||
|
Диаметр / шаг продольного ходового винта, мм. |
40 /12 |
|
|
Скорость быстрого продольного перемещения суппорта, м/мин. |
4,5 |
|
|
Скорость быстрого поперечного перемещения суппорта, м/мин. |
1,9 |
|
|
Количество подач суппорта (продольных / поперечных) |
93 / 93 |
|
|
Диапазон продольной подачи суппорта, мм./об. |
0,028 – 6,43 |
|
|
Диапазон поперечной подачи суппорта, мм./об. |
0,012 – 2,73 |
|
|
Пределы шагов, мм. / количество нарезаемых метрических резьб |
0,5 ÷ 224 / 48 |
|
|
Пределы шагов, модуль / количество нарезаемых модульных резьб |
0,5 ÷ 112 / 42 |
|
|
Пределы шагов, ниток на дюйм / количество нарезаемых дюймовых резьб |
72 ÷ 1/8 / 46 |
|
|
Пределы шагов, питч / количество нарезаемых питчевых резьб |
56 ÷ 1/4 45 |
|
|
Максимальное усилие подачи продольного суппорта, N |
14000 |
|
|
Максимальное усилие подачи поперечного суппорта, N |
3500 |
|
|
Электрооборудование |
||
|
Напряжение питания, В |
380 |
|
|
Мощность привода главного движения, кВт |
7,5 |
|
|
Мощность привода ускоренных перемещений, кВт |
0,3 |
|
|
Мощность насоса системы подачи охлаждающей жидкости, кВт |
0,15 |
|
|
Масса и габариты |
||
|
Габаритные размеры (LxBxH), мм. |
3132 х 975 х 1270 |
|
|
Масса, кг. |
2300 |
|
- Станок в сборе:
- 4-хпозиционный резцедержатель;
- Ножной тормоз шпинделя;
- Трёхкулачковый токарный патрон Ø 250 мм. с комплектом прямых и обратных кулачков;
- Регулируемый упор продольного хода;
- Защитный кожух токарного патрона;
- Система подачи и очистки охлаждающей жидкости;
- Станочный светильник;
- Упорный центр МТ5;
- Переходная оправка;
- Защитное ограждение;
- Защита ходового винта;
- Шприц для смазки;
- Комплект фундаментных болтов;
- Комплект инструмента для обслуживания станка;
- Руководство по эксплуатации на русском языке.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Устройство цифровой индикации на 2 оси;
- Люнет подвижный Ø 20 – 80 мм.;
- Люнет неподвижный Ø 20 – 125 мм.;
- Люнет неподвижный Ø 120 – 260 мм.;
- Конусная линейка;
- Четырёхкулачковый токарный патрон Ø 250 мм. с комплектом прямых и обратных кулачков;
- Резьбоуказатель;
- Планшайба Ø 500 мм.;
- Вращающийся центр МТ5;
- Комплект клиновых опор.
 CS6250B/1000 Токарно-винторезный станок
CS6250B/1000 Токарно-винторезный станок
- Станина и тумбы станка изготовлены из высокопрочного чугуна и подвергнуты старению, что эффективно подавляет деформацию и напряжение, вызываемые усилием резания в процессе обработки. Направляющие отшлифованы после закалки (не ниже HRC 47-56), что сохраняет превосходную прочность и обеспечивает стабильность работы станка в течение длительного времени;
- Передняя бабка обработана на современном горизонтальном обрабатывающем центре, в коробке применены качественные подшипники китайского производства. Шпиндель и шестерни изготовлены из высококачественной стали и закалены высокочастотной закалкой, прецизионно отшлифованы. Шпиндель прошел динамическую балансировку на специальном испытательном стенде и установлен на три пары высокоточных подшипников;
- Большие возможности по обработке: проходное отверстие шпинделя Ø 82 мм., нарезание четырех типов резьб от метрической до питчевой;
- Наличие ГАП позволяет обрабатывать короткие детали большого диаметра в выемке станины;
- Мощный электродвигатель 7,5 кВт.;
- Привод быстрого хода суппорта со скоростью перемещений 4500 мм./мин. в продольном направлении и 1900 мм./мин. в поперечном направлении;
- Задняя бабка с пинолью диметром 75 мм. и ходом 150 мм. дает широкие возможности по обработке заготовок осевым инструментом (сверла, развертки). Задняя бабка может быть смещена на ± 15 мм. для точения длинных конусов;
- Установка шага всех резьб производится рукояткой на панели управления без смены шестерен гитары;
- Система подачи и очистки охлаждающей жидкости.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
|
Зона обработки |
||
|
Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм. |
1000 |
|
|
Наибольший диаметр заготовки, обрабатываемой над станиной, мм. |
500 |
|
|
Наибольший диаметр заготовки, обрабатываемой над суппортом, мм. |
300 |
|
|
Наибольший диаметр обработки в выемке станины, мм. |
710 |
|
|
Длина выемки станины, мм. |
240 |
|
|
Наибольшая длина продольного перемещения каретки, мм. |
950 |
|
|
Ширина станины, мм. |
390 |
|
|
Максимально допустимый вес устанавливаемого в центрах изделия, кг. |
700 |
|
|
Шпиндель |
|
|
|
Диаметр цилиндрического отверстия в шпинделе, мм. |
82 |
|
|
Конец шпинделя |
Camlock D8 (DIN 55029, ISO 702/II) |
|
|
Коническое отверстие шпинделя |
метрический 90 (1:20) |
|
|
Частота вращения шпинделя, об/мин. |
9 ÷ 1600 |
|
|
Количество скоростей вращения шпинделя, шт. |
24 |
|
|
Наибольший крутящий момент на шпинделе, Нм |
1400 |
|
|
Резцедержатель |
||
|
Наибольшая высота резца, установленного в резцедержателе, мм. |
25 |
|
|
Наибольшая длина перемещения верхней части суппорта, мм. |
145 |
|
|
Наибольшая длина поперечного перемещения каретки, мм. |
320 |
|
|
Угол поворота резцовых салазок, мм. |
±90 |
|
|
Расстояние между осью шпинделя и опорной поверхностью для инструмента резцедержателя, мм. |
28 |
|
|
Задняя бабка |
||
|
Коническое отверстие в пиноли задней бабки |
МК5 |
|
|
Диаметр пиноли задней бабки, мм. |
75 |
|
|
Ход пиноли задней бабки, мм. |
150 |
|
|
Величина поперечного смещения корпуса задней бабки, мм. |
±15 |
|
|
Суппорт. Подачи |
||
|
Диаметр / шаг продольного ходового винта, мм. |
40 /12 |
|
|
Скорость быстрого продольного перемещения суппорта, м/мин. |
4,5 |
|
|
Скорость быстрого поперечного перемещения суппорта, м/мин. |
1,9 |
|
|
Количество подач суппорта (продольных / поперечных) |
93 / 93 |
|
|
Диапазон продольной подачи суппорта, мм./об. |
0,028 – 6,43 |
|
|
Диапазон поперечной подачи суппорта, мм./об. |
0,012 – 2,73 |
|
|
Пределы шагов, мм. / количество нарезаемых метрических резьб |
0,5 ÷ 224 / 48 |
|
|
Пределы шагов, модуль / количество нарезаемых модульных резьб |
0,5 ÷ 112 / 42 |
|
|
Пределы шагов, ниток на дюйм / количество нарезаемых дюймовых резьб |
72 ÷ 1/8 / 46 |
|
|
Пределы шагов, питч / количество нарезаемых питчевых резьб |
56 ÷ 1/4 45 |
|
|
Максимальное усилие подачи продольного суппорта, N |
14000 |
|
|
Максимальное усилие подачи поперечного суппорта, N |
3500 |
|
|
Электрооборудование |
||
|
Напряжение питания, В |
380 |
|
|
Мощность привода главного движения, кВт |
7,5 |
|
|
Мощность привода ускоренных перемещений, кВт |
0,3 |
|
|
Мощность насоса системы подачи охлаждающей жидкости, кВт |
0,15 |
|
|
Масса и габариты |
||
|
Габаритные размеры (LxBxH), мм. |
2632 х 975 х 1270 |
|
|
Масса, кг. |
2100 |
|
- Станок в сборе:
- 4-хпозиционный резцедержатель;
- Ножной тормоз шпинделя;
- Трёхкулачковый токарный патрон Ø 250 мм. с комплектом прямых и обратных кулачков;
- Регулируемый упор продольного хода;
- Защитный кожух токарного патрона;
- Система подачи и очистки охлаждающей жидкости;
- Станочный светильник;
- Упорный центр МТ5;
- Переходная оправка;
- Защитное ограждение;
- Защита ходового винта;
- Шприц для смазки;
- Комплект фундаментных болтов;
- Комплект инструмента для обслуживания станка;
- Руководство по эксплуатации на русском языке.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Устройство цифровой индикации на 2 оси;
- Люнет подвижный Ø 20 – 80 мм.;
- Люнет неподвижный Ø 20 – 125 мм.;
- Люнет неподвижный Ø 120 – 260 мм.;
- Конусная линейка;
- Четырёхкулачковый токарный патрон Ø 250 мм. с комплектом прямых и обратных кулачков;
- Резьбоуказатель;
- Планшайба Ø 500 мм.;
- Вращающийся центр МТ5;
- Комплект клиновых опор
 1К625Д-1000 Станок токарно-винторезный
1К625Д-1000 Станок токарно-винторезный
- Высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание;
- Литая станина станка коробчатой формы с поперечными П-образными рёбрами имеет две призматические и две плоские направляющие. Направляющие подвергнуты закалке с последующим шлифованием. Станина установлена на литое основание;
- Шпиндель станка установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки;
- Передняя бабка служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет: нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза, нарезать правые и левые резьбы, нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов;
- При помощи поперечного смещения задней бабки (±15 мм.), осуществляемого винтами, можно обрабатывать пологие конуса;
- Фартук имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой. Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука;
- Суппорт крестовой конструкции перемещается в продольном; направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол от ±90°.
ВАРИАНТЫ ИСПОЛНЕНИЯ:
- с устройством цифровой индикации;
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Зона обработки |
|
|
Наибольшая длина устанавливаемой в центрах заготовки, мм. |
1000 |
|
Наибольший диаметр заготовки, обрабатываемой над станиной, мм. |
500 |
|
Наибольший диаметр обрабатываемой заготовки над суппортом, мм. |
290 |
|
Максимально допустимый вес устанавливаемого изделия в патроне, кг. |
300 |
|
Максимально допустимый вес устанавливаемого изделия в центрах, кг. |
900 |
|
Шпиндель |
|
|
Конец шпинделя по ГОСТ 12593 |
6К |
|
Диаметр фланца шпинделя, мм. |
170 |
|
Диаметр цилиндрического отверстия в шпинделе, мм. |
62 |
|
Размер внутреннего конуса в шпинделе передней бабки |
Метрический 80 |
|
Пределы частот прямого вращения шпинделя, об./мин. |
12,5 – 2000 |
|
Пределы частот обратного вращения шпинделя, об./мин. |
19 - 2420 |
|
Количество скоростей прямого вращения шпинделя |
23 |
|
Количество скоростей обратного вращения шпинделя |
12 |
|
Наибольший крутящий момент на шпинделе, Нм, не менее |
2000 |
|
Задняя бабка |
|
|
Центр пиноли задней бабки по ГОСТ 13214-79 |
Морзе 5 |
|
Наибольшее перемещение пиноли задней бабки, мм., |
200 |
|
Цена деления лимба, мм. |
0,1 |
|
Поперечное смещение, мм. |
±15 |
|
Резцовые салазки |
|
|
Наибольшее перемещение резцовых салазок, мм. |
140 |
|
Наибольший угол поворота, град. |
±90 |
|
Цена одного деления шкалы поворота, град. |
1 |
|
Цена одного деления лимба, мм. |
0,05 |
|
Количество инструментальных позиций |
4 |
|
Наибольшая высота резца, устанавливаемого в резцедержателе, мм. |
25 |
|
Смена инструмента |
ручная |
|
Суппорт. Подачи |
|
|
Наибольшая длина продольного перемещения суппорта, мм. |
930 |
|
Наибольшая длина поперечного перемещения суппорта, мм. |
271 |
|
Цена деления лимба при продольном перемещении, мм. |
0,1 |
|
Цена деления лимба при поперечном перемещении (на диаметр), мм. |
0,05 |
|
Количество ступеней рабочих подач (продольных и поперечных) |
42 |
|
Пределы рабочих подач продольных |
0,07...4,16 |
|
Пределы рабочих подач поперечных |
0,035...2,08 |
|
Пределы шагов / количество нарезаемых метрических резьб |
0,5 - 192 / 45 |
|
Пределы шагов / количество нарезаемых дюймовых резьб |
28 – 1 5/8 / 28 |
|
Пределы шагов / количество нарезаемых модульных резьб |
0,5 – 48 / 38 |
|
Пределы шагов / количество нарезаемых питчевых резьб |
96 - 1 / 37 |
|
Пределы шагов / количество нарезаемых резьб архимедовой спирали |
3/8, 7/16, 8, 10, 12 / 5 |
|
Скорость быстрых перемещений продольных / поперечных, мм./мин. |
4500 / 2250 |
|
Электрооборудование |
|
|
Напряжение питания, В |
380 |
|
Мощность привода главного движения , кВт |
11 |
|
Мощность привода быстрых перемещений, кВт |
0,75 |
|
Суммарная мощность установленных электродвигателей, кВт |
12,22 |
|
Точностные параметры |
|
|
Класс точности станка по ГОСТ 8-82 |
Н |
|
Масса и габариты |
|
|
Габаритные размеры (LxBxH), мм. |
2786 х 1221 х 1500 |
|
Масса, кг. |
3124 |
- Станок в сборе;
- Патрон 3-х кулачковый самоцентрирующийся Ø 250 мм.;
- Люнет неподвижный;
- Вращающийся усиленный центр Морзе 5;
- Центр упорный Морзе 5;
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Патрон 4-х кулачковый самоцентрирующийся Ø 250 мм.;
- Люнет подвижный;
- Втулки переходные по ГОСТ 13598:
- 6100-4015-0143 (3/2) – 1 шт.;
- 6100-4015-0146 (5/3) – 1 шт.;
- 6100-4015-0147 (5/4) – 1 шт.
- Патрон сверлильный 6150-4029-04;
- Комплект опор клиновых 110 ОСТ2 Р79-1-78.
 Станок токарно-винторезный") 1В62Г (1000) Станок токарно-винторезный
1В62Г (1000) Станок токарно-винторезный
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки;
- Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения;
- Станок оснащен коробкой подач и фартуком имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес;
- Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки;
- Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 1000 |
| Высота центров, мм. | 230 |
| Максимальный диаметр обработки над станиной, мм. | 445 |
| Максимальный диаметр обработки над суппортом, мм. | 220 |
| Максимальный диаметр обработки в выемке станины, мм. | 620 |
| Диаметр обрабатываемого прутка, мм. | 52 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 54 |
| Конец шпинделя | №6 (по DIN 55027) |
| Конус шпинделя | Морзе 6 (7032-0043) (ГОСТ 13214-79) |
| Центр в пиноли задней бабки | Морзе 5 |
| Диаметр пиноли, мм. | 75 |
| Ход пиноли, мм. | 150 |
| Количество скоростей вращения шпинделя | 24 |
| Диапазон частот вращения шпинделя, об./мин. | 10 - 1400 |
| Ширина направляющих, мм. | 350 |
| Число ступеней подач | 50 |
| Диапазон продольной подачи, мм./об. | 0,04 - 24,6 |
| Диапазон поперечной подачи, мм./об. | 0,02 - 12,3 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,5 - 224 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,5 - 224 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 77 - 0,125 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 77 - 0,125 |
| Ход поперечного суппорта, мм | 280 |
| Ход верхнего суппорта, мм | 130 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 7,5 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2800 х 1190 х 1450 |
| Масса, кг. | 2400 |
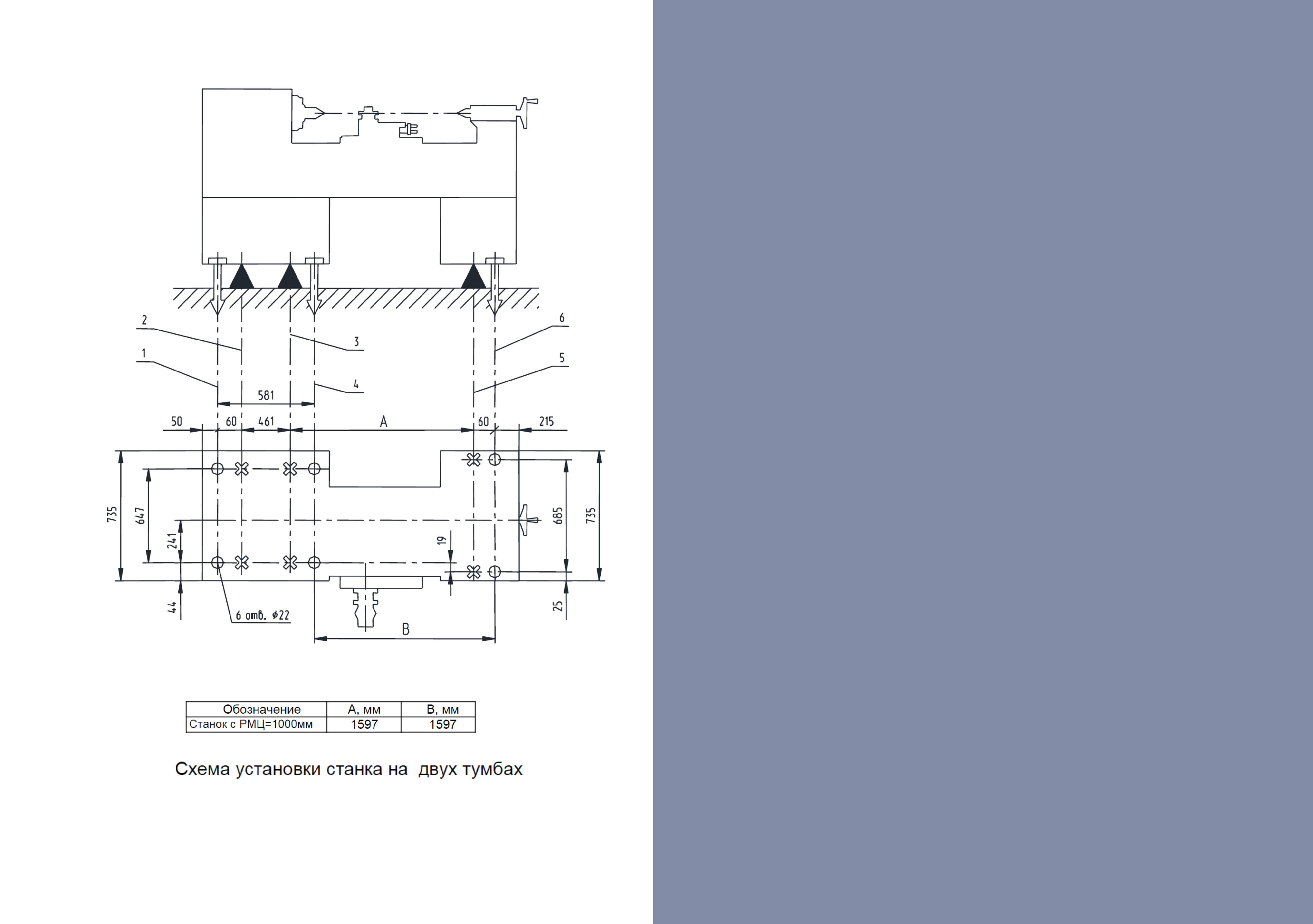
- Схема установки 16В20, 1В62Г, 1В625
 Токарно-винторезный станок (1В625)") 1В625М (1000) Токарно-винторезный станок (1В625)
1В625М (1000) Токарно-винторезный станок (1В625)
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки;
- Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения;
- Станок оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес;
- Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки;
- Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок;
- Основные отличия и преимущества станка 1В625М от станка 1В625:
2. Обеспечена возможность обработки конических поверхностей длиной до 400 мм и углом до 14 без применения дополнительных приспособлений, например, конусной линейки (техническое решение охраняется патентами РФ №№ 68395, 68396);
3. В станке применена оригинальная конструкция облегченной станины повышенной жесткости, что подтверждено расчетами, силовыми и точностными испытаниями;
4. Производительность станка увеличилась на 10% за счет применения в его конструкции электромеханической системы управления шпиндельным узлом (при помощи «джойстика» и электромагнитных муфт, снижающих усилие переключения шпиндельного узла);
5. Диапазон частот вращения шпинделя расширен и составляет от 10 до 2000 оборотов в минуту;
6. Торможение шпинделя производится электромагнитной муфтой, что сокращает время остановки шпинделя и позволяет производить нарезание резьбы «в упор»;
7. Применение 2-х скоростного электродвигателя упростило кинематику передней бабки станка, что привело к увеличению его надежности, снижению шумовых характеристик;
8. Увеличен диаметр проходного внутреннего отверстия шпинделя до 70 мм, что расширяет технологические возможности использования станка;
9. Применение УЦИ 5100 (устройство цифровой индикации. поставляется за отдельную плату) повысило удобство и точность отсчета продольных и поперечных перемещений суппорта до 0,01 мм, что обеспечивает соответствие требованиям национальных и международных стандартов;
10. Увеличена жесткость шпиндельного узла за счет применения увеличенного типоразмера подшипников, что повышает ресурс по точности станка;
11. Современный дизайн станка, удобство эксплуатации и обслуживания.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 1000 |
| Максимальный диаметр обработки над станиной, мм. | 500 |
| Максимальный диаметр обработки над суппортом, мм. | 290 |
| Максимальный диаметр обработки в выемке станины, мм. | 690 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 70 |
| Конец шпинделя | 6 (ГОСТ 12593-93) |
| Центр в шпинделе | 7032-0054 |
| Количество скоростей вращения шпинделя | 24 |
| Диапазон частот вращения шпинделя, об./мин. | 10 - 2000 |
| Диапазон продольной подачи, мм./об. | 0,032 - 28,0 |
| Диапазон поперечной подачи, мм./об. | 0,016 - 14,0 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,5 - 280 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,5 - 280 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 77 - 0,125 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 77 - 0,125 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 7,1/6 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2800 х 1370 х 1700 |
| Масса, кг. | 2430 |
- Станок в сборе;
- Зубчатые колеса (Z= 40, 64, 73, 86, 36, 60, 101, 50, 98);
- Наладка 1В62Г.24.299;
- Наладка 1В62Г.24.299;
- Наладка 1В62Г.30.902 резиновый коврик на заднюю бабку;
- Патрон токарный 3х кулачковый D=250 мм 7100-0035 ГОСТ 2675-80;
- Рукоятка поперечного перемещения суппорта;
- Ремень маслонасоса;
- Ключ электрошкафа, ограждения коробки передач;
- Ключ запирания вводного выключателя;
- Ключ резцедержателя;
- Масленка;
- Техническая документация (Руководство по эксплуатации).
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Механизированная верхняя часть суппорта;
- Механизированная верхняя часть суппорта и модернизированный фартук;
- Преобразователь линейных перемещений и УЦИ;
- Планшайба диам.400 мм;
- Ограничитель продольных перемещений 1-но позиционный;
- Специальный кронштейн (КМ 5);
- Державка для обработки больших диаметров в ГАП;
- Конусная линейка;
- Шайба запорная с градуированной шкалой;
- Электромеханический запор на шпиндель и 3-х кулачковый патрон;
- Люнет подвижный;
- Люнет неподвижный;
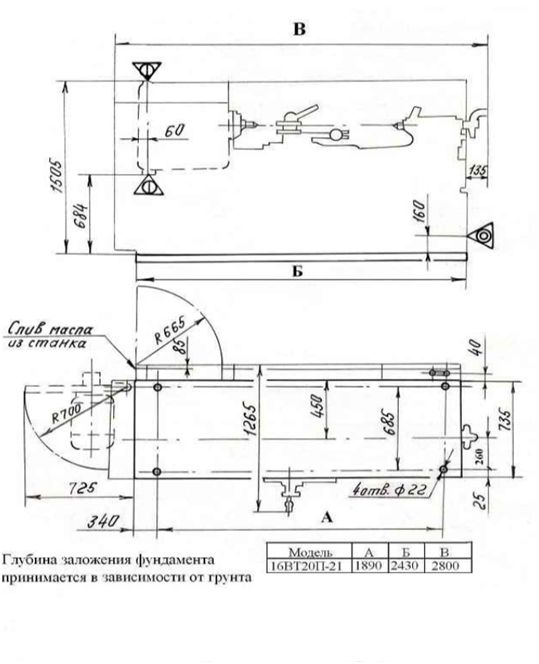
 16ВТ20П-21 Станок токарно-винторезный
16ВТ20П-21 Станок токарно-винторезный
- Конструкция станка и его технические характеристики обеспечивают высококачественную обработку деталей из различных материалов современным режущим инструментом на оптимальных режимах резания;
- Жесткие чугунные цельнолитые станина и основание, подвергнутые процессу искусственного старения для снятия внутренних напряжений, гарантируют длительную стабильность геометрической точности станка;
- Термообработанные шлифованные направляющие станиныобеспечивают длительный срок службы и повышенную точность обработки;
- Фартук имеет собственный привод ускоренного перемещения каретки и суппорта, позволяет осуществлять работу по упорам с автоматическим отключением подачи при контакте с упором в момент увеличения нагрузки на реечной шестерне;
- Коробка подач обладает высокой жесткостью кинематической цепи и позволяет производить нарезку резьб 11 и 19 ниток на дюйм без смены шестерен гитары;
- Цельнометаллический шпиндель собран на высокоточных радиально-упорных подшипниках и имеет пониженное биение в осевом и радиальном направлении даже при тяжелых режимах резания.
- Шпиндель имеет фланцевое исполнение конца, что обеспечивает быструю смену устройства для закрепления обрабатываемой детали: трехкулачкового патрона или планшайбы и их надежное крепление;
- Передача вращения на вал шпинделя осуществляется с помощью фрикционных полумуфт;
- Широкий диапазон частот вращения шпинделя и подач позволяет полностью использовать потенциал как современного твердосплавного, так и обычного инструмента;
- Пневмооборудование служит для создания воздушной подушки, облегчающей перемещение задней бабки по станине и предотвращающей износ направляющих;
- Перемещение верхней части суппорта с резцедержателем производится вручную;
- Средняя часть суппорта может быть повернута на угол +/- 90°;
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке;
- Современный дизайн станка, удобство эксплуатации и обслуживания повышают эффективность его использования, создают дополнительные преимущества перед существующими аналогами.
ВЫПУСКАЕТСЯ В ИСПОЛНЕНИЯХ:
- 16ВТ20П-21Г наличие выемки в станине (ГАП), максимальный диаметр устанавливаемой заготовки над выемкой - 630 мм., длина выемки 350 мм.;
- 16ВТ20П-21ЦИ комплектация устройством цифровой индексации (УЦИ) и преобразователями линейных перемещений («Fagor» или "СКБ ИС");
- 16ВТ20П-21Б - с бесступенчатым регулированием частоты вращения шпинделя (3 диапазона: 25-250, 80-800, 160-1600 об./мин.);
- 16ВТ20П-21Д - увеличенный диаметр отверстия в шпинделе (95 мм.);
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Зона обработки |
|
|
Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм. |
1000 |
|
Наибольший диаметр заготовки,обрабатываемой над станиной, мм. |
500 |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом, мм. |
275 |
|
Высота центров над направляющими станины, мм. |
250 |
|
Максимально допустимый вес устанавливаемого в патроне изделия, кг. |
300 |
|
Шпиндель |
|
|
Диаметр цилиндрического отверстия в шпинделе, мм. |
55 |
|
Частота вращения шпинделя, об/мин. |
12,5 - 1600 |
|
Количество скоростей прямого вращения шпинделя |
24 |
|
Количество скоростей обратного вращения шпинделя |
12 |
|
Конец шпинделя |
6К ГОСТ 12593 |
|
Коническое отверстие шпинделя |
Морзе 6 ГОСТ 13214 |
|
Диаметр фланца шпинделя, мм. |
170 |
|
Наибольший крутящий момент на шпинделе, Нм |
1000 |
|
Задняя бабка |
|
|
Коническое отверстие в пиноли задней бабки |
Морзе 5 ГОСТ 13214 |
|
Ход пиноли задней бабки, мм. |
150 |
|
Цена одного деления лимба перемещения пиноли, мм. |
0,1 |
|
Величина поперечного смещения корпуса задней бабки, мм |
±15 |
|
Резцовые салазки |
|
|
Наибольшая высота резца, установленного в резцедержателе, мм. |
25 |
|
Число резцов в резцедержателе |
4 |
|
Наибольшая длина перемещения резцовых салазок суппорта, мм |
150 |
|
Угол поворота резцовых салазок, мм. |
±90 |
|
Цена деления лимба поворота резцовых салазок, град. |
1 |
|
Суппорт. Подачи. Резьба |
|
|
Наибольшая длина продольного перемещения каретки, мм. |
860 |
|
Наибольшая длина поперечного перемещения каретки, мм. |
285 |
|
Скорость быстрого продольного перемещения суппорта, м/мин. |
3,8 |
|
Скорость быстрого поперечного перемещения суппорта, м/мин. |
1,9 |
|
Допустимая скорость перемещения каретки при работе по упорам, мм./мин., не более |
250 |
|
Минимальная скорость перемещения каретки, мм./мин. |
10 |
|
Цена деления лимба продольного перемещения, мм. |
0,1 |
|
Цена деления лимба поперечного перемещения, мм. |
0,05 |
|
Количество подач суппорта (продольных / поперечных) |
24 / 24 |
|
Диапазон продольной подачи суппорта, мм./об. |
0,05 –2,8 |
|
Диапазон поперечной подачи суппорта, мм./об. |
0,025 - 1,4 |
|
Пределы шагов метрической резьбы, мм. |
0,5 - 112 |
|
Пределы шагов модульной резьбы, модуль |
0,5 - 112 |
|
Пределы шагов дюймовой резьбы, число ниток |
56 - 0.5 |
|
Пределы шагов питчевой резьбы, питч |
56 - 0.5 |
|
Допускаемое усилие продольной подачи, Н |
7845 |
|
Точностные параметры |
|
|
Радиальное биение наружной центрирующей поверхности шпинделя, мкм. |
7 |
|
Осевое биение шпинделя, мкм. |
5 |
|
Постоянство диаметров в поперечном сечении, мкм. |
7 |
|
Постоянство диаметров в продольном сечении на длине 300 мм., мкм. |
20 |
|
Прямолинейность торцевой поверхности на длине 200 мм., мкм. |
10 |
|
Класс точности |
П |
|
Электрооборудование |
|
|
Мощность привода главного движения, кВт |
11 |
|
Установленная суммарная мощность, кВт |
11,55 |
|
Напряжение питания, В |
380 |
|
Масса и габариты |
|
|
Габаритные размеры (LxBxH), мм. |
2800 х 1265 х 1505 (3070 х 1540 х 1900 в упаковке) |
|
Масса, кг. |
3000 (3830 брутто) |
- Станок в сборе:
- Система подачи СОЖ;
- Ограждение патрона;
- Ограждение суппорта;
- 16ВТ20.00.201 колесо зубчатое сменное Z=45; m =2;
- 16ВТ20.00.202 колесо зубчатое сменное Z=73; m =2;
- 16ВТ20.00.203 колесо зубчатое сменное Z=86; m =2;
- 16ВТ20.00.204 колесо зубчатое сменное Z=72; m =2;
- Пневмооборудование разгрузки задней бабки;
- Патрон трёхкулачковый 250 мм. 3-250.35.34.
- Центр вращающийсяМорзе 57032-4158-03;
- Центр упорный Морзе 6 7032-4159-0043 ПТ;
- Ключ 7811-0388 S=17 2 Ц15Хр ГОСТ18828-73;
- Ключ Д73-72;
- 16ВТ20.46.060 Комплект сменных зубчатых колес:
- 16ВТ20.00.205 колесо зубчатое сменное Z=48; m =2;
- 16ВТ20.00.206 колесо зубчатое сменное Z=80; m =2;
- 16ВТ20.80.060 Электрооборудование. Комплект запасных частей;
- Руководство по эксплуатации на русском языке.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Механизированный привод суппорта 16ВТ20П.40М.000;
- Механизированный привод каретки 16ВТ20П.42М.000;
- Патрон четырёхкулачковый 250 мм. 4-250.35.14;
- Патрон поводковый 16ВТ20.92.000;
- Люнет подвижный (20-100 мм.) 16ВТ20.93.000;
- Люнет неподвижный (30-160 мм.) 16ВТ20.101.000;
- Резцедержатель задний 16ВТ20.94.000;
- Державка для центрового инструмента 16ВТ20.95.000;
- Люнет втулочный 16ВТ20.96.000;
- Упор микрометрический многопозиционный поперечного хода 16ВТ20П.97.000;
- Упор микрометрический жёсткий поперечного хода 16ВТ20П.98.000;
- Упор микрометрический продольного хода 16ВТ20П.99.000;
- Линейка конусная 16ВТ20П.102.000;
- Комплект сменных зубчатых колес 16ВТ20.00.060-01:
- 16ВТ20.00.211 колесо зубчатое сменное Z=80; m =1,5;
- 16ВТ20.00.212 колесо зубчатое сменное Z=127; m =1,5;
- 16ВТ20.00.222 колесо зубчатое сменное Z=57; m =2;
- 16ВТ20.00.223 колесо зубчатое сменное Z=60; m =2;
- 16ВТ20.00.224 колесо зубчатое сменное Z=66; m =2;
- 16ВТ20.00.225 колесо зубчатое сменное Z=90; m =2;
- 16ВТ20.00.226 колесо зубчатое сменное Z=88; m =2;
- Втулки переходные по ГОСТ 13598:
- 6100-4015-0143 (3/2) – 1 шт.;
- 6100-4015-0146 (5/3) – 1 шт.;
- 6100-4015-0147 (5/4) – 1 шт.
- Клинья по ГОСТ 3025:
- 7851-0012 (1/2) – 1 шт.;
- 7851-0013 (3) – 1 шт.;
- 7851-0014 (4) – 1 шт.
- Оправка переходная 6039-4028-0009 (В18/КМ2)ГОСТ 2682;
- Патрон сверлильный 6150-4029-01 (В18);
- Центр вращающийся грибковый 7032-4158-15 (30-110);
- Центр упорный 7032-4159-0035 Морзе 5 ПТ (ГОСТ 13214);
- Опора клиновая 110 ОСТ– 4 шт.
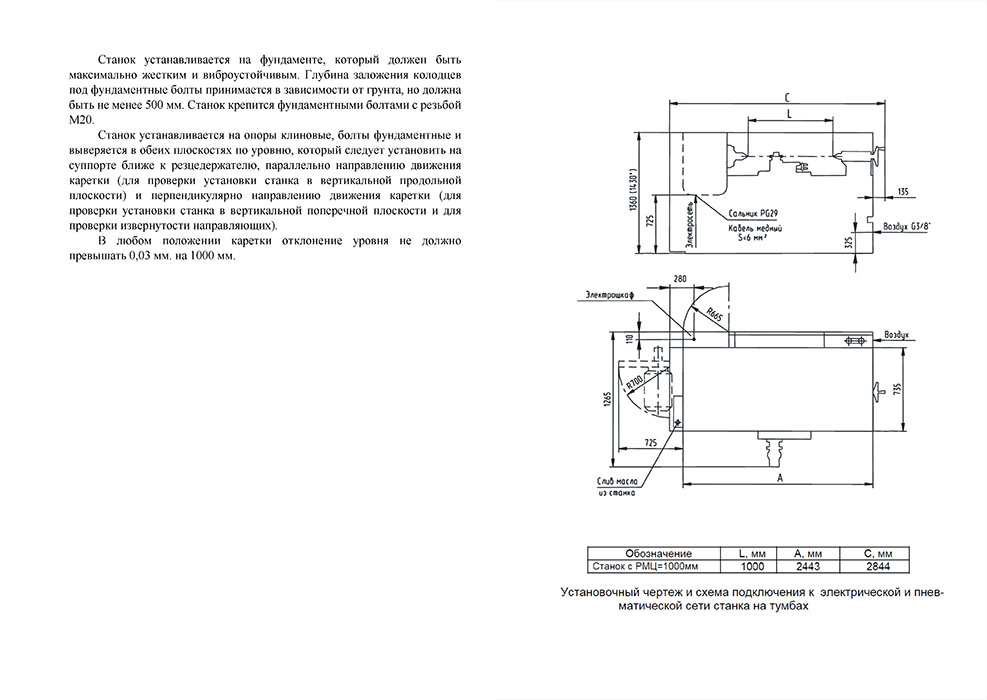
Для достижения максимальных скоростей перемещения и заданной точности фундамент должен быть максимально жёстким и виброустойчивым. Глубина заложения фундамента принимается в зависимости от грунта, но не должна быть менее 500 мм.
Станок крепится к фундаменту четырьмя фундаментными болтами с резьбой М20.
При установке станка следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Длина щитков составляет 1835 мм.
Выверка установки станка в горизонтальной плоскости производится по уровню, который следует установить на каретке, находящейся в среднем рабочем положении, параллельно направлению её движения и перпендикулярно ему (для проверки извёрнутости направляющих).
В любом положении каретки отклонение уровня не должно превышать 0,02 мм./м.
 16В20 Станок токарно-винторезный
16В20 Станок токарно-винторезный
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки;
- Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения;
- Станок оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес;
- Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки;
- Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 750 |
| Высота центров, мм. | 230 |
| Максимальный диаметр обработки над станиной, мм. | 445 |
| Максимальный диаметр обработки над суппортом, мм. | 220 |
| Диаметр обрабатываемого прутка, мм. | 52 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 54 |
| Конец шпинделя | №6 (по DIN 55027) |
| Конус шпинделя | Морзе 6 (7032-0043) (ГОСТ 13214-79) |
| Центр в пиноли задней бабки | Морзе 5 |
| Ход пиноли, мм. | 150 |
| Количество скоростей вращения шпинделя | 24 |
| Диапазон частот вращения шпинделя, об./мин. | 10 - 1400 |
| Ширина направляющих, мм. | 350 |
| Число ступеней подач | 50 |
| Диапазон продольной подачи, мм./об. | 0,04 - 24,6 |
| Диапазон поперечной подачи, мм./об. | 0,02 - 12,3 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,5 - 224 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,5 - 224 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 77 - 0,125 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 77 - 0,125 |
| Ход поперечного суппорта, мм | 280 |
| Ход верхнего суппорта, мм | 130 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 7,5 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2550 х 1190 х 1450 |
| Масса, кг. | 1600 |
- Схема установки 16В20, 1В62Г, 1В625
