
109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00

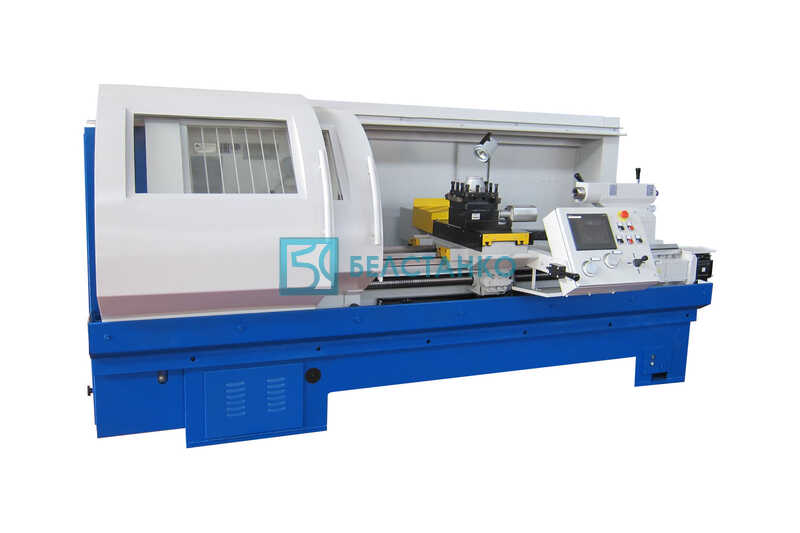




16ГС32СУ1Д-02 Станок токарный с оперативной системой управления
- Комбинирование обработки из готовых циклов с заданием необходимых параметров сокращает время на подготовку обработки, упрощает работу оператора и снижает вероятность ошибки в программе обработки. Легко воспринимаемое управление по меню с большого сенсорного экрана. Все необходимые режимы обработки детали удобно сгруппированы в простом и понятном диалоговом меню оператора. Оперативная система управления позволяет задавать скорости вращения шпинделя, величины подач и перемещений, производить оперативную коррекцию режимов обработки деталей, цифровую индикацию перемещений;
- ОСУ обеспечивает задание и выполнение следующих полуавтоматических циклов: чернового и финишного наружного и внутреннего точения, нарезания всех видов резьб с постоянным шагом,
возможность привязки инструмента, диагностику и оповещение о нештатных ситуациях.
- Диапазон регулирования частот вращения шпинделя и подач позволяет производить обработку изделий как из обычных черных и цветных металлов, так и легированных сталей.
- Для перемещения суппорта в поперечном направлении применены роликовые направляющие, что повышает точность обработки вследствие отсутствия износа направляющих, также повышает жесткость суппортной группы и уменьшает износ ШВП, так как исключается нагрузка от силы трения при холостых ходах;
- Автоматическая импульсная система смазки направляющих обеспечивает централизованную своевременную смазку направляющих, что сокращает их износ и повышает плавность хода.
- В станке используется современная автоматическая револьверная четырёхпозиционная головка с вертикальной осью;
- Для обеспечения функции резьбонарезания станок оснащен датчиком резьбонарезания.
ВЫПУСКАЕТСЯ В ИСПОЛНЕНИЯХ:
- с транспортером для отвода стружки 16ГС32СУ1ДТ-02;
- с механизированным подводом пиноли задней бабки 16ГС32СУ1ДМ-02;
- с механизированным гидравлическим зажимом заготовки в патроне 16ГС32СУ1ДП1-02;
- с механизированным пневматическим зажимом заготовки в патроне 16ГС32СУ1ДП2-02.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Зона обработки |
|
|
Наибольшая длина устанавливаемой в центрах заготовки, мм., не более |
2000 |
|
Наибольшая длина обработки, мм., не более |
1900 |
|
Высота центров над направляющими станины, мм. |
325 |
|
Наибольший диаметр заготовки, устанавливаемой над станиной, мм. |
630 |
|
Наибольший диаметр обрабатываемой заготовки над станиной, мм. |
430 |
|
Наибольший диаметр обрабатываемой заготовки над суппортом, мм., не менее |
325 |
|
Максимально допустимый вес устанавливаемого изделия в патроне / в центрах, кг. |
300 / 900 |
|
Шпиндель |
|
|
Конец шпинделя по ГОСТ 12593 |
11К |
|
Диаметр шпиндельного фланца, мм. |
290 |
|
Центр в шпинделе с конусом по ГОСТ 25557 |
Метрический 100 |
|
Диаметр цилиндрического отверстия в шпинделе, мм. |
95 |
|
Пределы частот вращения шпинделя, об./мин. |
16 – 1600 |
|
Способ регулирования частоты вращения шпинделя в пределах одного диапазона |
бесступенчато |
|
Количество диапазонов скоростей шпинделя, прямого / обратного вращения |
3 / 3 |
|
Наибольший крутящий момент на шпинделе, Нм, не менее |
1000 |
|
Задняя бабка |
|
|
Центр пиноли задней бабки по ГОСТ 13214 |
Морзе 5 |
|
Наибольшее перемещение пиноли задней бабки, мм., не менее |
180 |
|
Величина поперечного смещения корпуса, мм. |
15 |
|
Наибольший диаметр сверления по стали / чугуну, мм. |
25 / 28 |
|
Резцедержатель |
|
|
Количество инструментальных позиций |
4 |
|
Наибольшая высота резца, устанавливаемого в резцедержателе, мм. |
25 |
|
Смена инструмента |
автоматическая |
|
Суппорт. Подачи |
|
|
Наибольшая длина продольного перемещения суппорта (ось Z), мм. |
1905 |
|
Наибольшая длина поперечного перемещения суппорта (ось Х), мм. |
290 |
|
Дискретность задания перемещения по координатам X и Z, мм. |
0,001 |
|
Точность линейного позиционирования по оси Z, мм. |
0,010 |
|
Точность линейного позиционирования по оси Х, мм. |
0,005 |
|
Минимальная скорость рабочей подачи суппорта по оси Z, мм./мин. |
20 |
|
Минимальная скорость рабочей подачи суппорта по оси Х, мм./мин. |
10 |
|
Максимальная рекомендуемая скорость подачи суппорта по оси Z, мм./мин. |
5000 |
|
Максимальная рекомендуемая скорость подачи суппорта по оси Х, мм./мин. |
2500 |
|
Пределы шагов нарезаемых резьб |
0,25 – 40 |
|
Наибольшая скорость подвода и отвода инструмента в направлении продольного перемещения, м./мин. |
8 |
|
Наибольшая скорость подвода и отвода инструмента в направлении поперечного перемещения, м./мин. |
6 |
|
Крутящий момент привода продольного перемещения, Hм |
16,8 |
|
Крутящий момент привода поперечного перемещения, Нм |
16,8 |
|
Электрооборудование |
|
|
Мощность привода главного движения , кВт |
11 |
|
Суммарная мощность установленных на станке электродвигателей, кВт |
18,95 |
|
Напряжение питания, В |
380 |
|
Точностные параметры |
|
|
Класс точности станка по ГОСТ 8-82 |
П |
|
Шероховатость поверхности образца изделия Ra, не более |
1,25 |
|
Радиальное биение наружной базирующей поверхности шпинделя, мкм. |
8 |
|
Торцевое биение опорной поверхности шпинделя, мкм. |
12 |
|
Стабильность фиксации резцедержателя, мкм. |
8 |
|
Масса и габариты |
|
|
Габаритные размеры (LxBxH), мм. |
4120 х 1900 х 1675; в упаковке) |
|
Масса, кг. |
4600; |
- Станок в сборе;
- 3-315.55.14В Патрон трёхкулачковый Ø 315 мм.;
- 052.9501.000 Ключ торцовый;
- 086.6002.000 Ключ к электрошкафу;
- 086.6000.001 Ключ S=8, S=14 мм.
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- 086.1900.000 Патрон поводковый;
- 156.2600.000 Люнет неподвижный;
- 157.2800.000 Люнет подвижный (устанавливается на заводе-изготовителе);
- 4-315.55.34 Патрон четырёхкулачковый Ø 315 мм.;
- 086.1900.000 Патрон поводковый;
- 7032-0055 Метрический 100 по ГОСТ 25557 Центр упорный;
- А1-5-П Центр вращающийся;
- ОК101.0000.000 Опора клиновая – 10 шт.;
- 7812-0377 S=10 Ключ;
- Транспортёр для отвода стружки.