
109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00
Каталог оборудования

ОШ-644 Станок плоскошлифовальный с круглым поворотным наклояемым столом и горизонтальным шпинделем
Наличие:
Под заказ
0 RUR
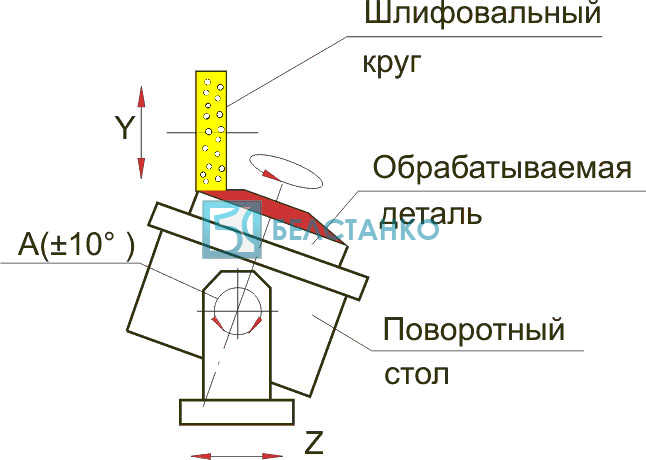
Предназначен для абразивной обработки (шлифования) периферией шлифовального круга плоских поверхностей деталей, закреплённых на торце вращающейся планшайбы круглого стола (или на электромагнитной плите, закреплённой на торце планшайбы).
На станке обрабатываются детали, к обрабатываемым плоскостям которых предъявляются высокие требования в отношении плоскостности, параллельности и шероховатости обрабатываемых поверхностей.
На станке обрабатываются детали, к обрабатываемым плоскостям которых предъявляются высокие требования в отношении плоскостности, параллельности и шероховатости обрабатываемых поверхностей.
- Основанием станка является станина, на которой установлены: суппорт, колонна, механизмы поперечной и вертикальной подачи;
- Суппорт обеспечивает поперечное перемещение стола;
- Головка шлифовальная состоит из литого корпуса и шпинделя, установленного в гильзе, залитой в корпусе компаундом. Вращение от электродвигателя на шпиндель передаётся через поликлиновую ременную передачу. Перемещение шлифовальной головки осуществляется по вертикальным направляющим колонны механизмом вертикальной подачи с управляющим приводом, установленным в станине через червячный редуктор;
- Вертикальное перемещение шлифовальной головки и перемещение суппорта осуществляется посредством шарико-винтовых пар;
- На суппорте сверху устанавливается круглый стол с приводом через редуктор, на планшайбе которого может быть установлена обрабатываемая деталь с приспособлением или магнитная плита для установки детали. Стол имеет угол поворота ±100. Вращение стола может осуществляться как по часовой, так и против часовой стрелки;
- Станок оснащается перманентным магнитным патроном фирмы AUTOBLOCK;
- Сверху на корпусе шлифовальной головки установлен ручной механизм правки шлифовального круга по периферии, правка выполняется алмазным карандашом. Поперечное перемещение каретки правки и вертикальное перемещение пиноли с алмазным карандашом выполняется посредством маховиков;
- Защита зоны резания закрытого типа;
- Автоматическая смазка направляющих;
- Все рабочие перемещения на станке автоматизированы;
- Станок оснащён системой УЦИ по трём координатам:
- Y (вертикально-шлифовальная головка);
- Z (поперечно-суппорт);
- С (поворот зеркала стола).
Механизм отсчёта поперечных перемещений установлен по середине станины под суппортом, механизм отсчёта вертикальных перемещений установлен внутри колонны. Обратная связь контроля перемещений по осям осуществляется с помощью линейных фотоимпульсных преобразователей, контроль угла наклона стола с помощью кругового фотоимпульсного преобразователя.
- Шпиндель шлифовальной головки смонтирован на высокоточных подшипниках качения. Вращение шпинделя шлифовальной головки по часовой стрелке;
- Гидрооборудование выполнено отдельным агрегатом и установлено справа от станка, электрошкаф справа, система охлаждения слева;
- Низковольтовая аппаратура ведущих мировых фирм производителей;
- Защита зоны резания закрытого типа;
- Кинематическая схема станка обеспечивает следующие движения:
- вращение шлифовального круга;
- ручное поперечное и вертикальное перемещение алмазного карандаша механизма правки;
- поперечное автоматическое бесступенчатое регулируемое по величине перемещение суппорта с автоматическим реверсом;
- ручное грубое и тонкое поперечное перемещение суппорта посредством маховиков;
- ускоренное поперечное перемещение суппорта;
- вертикальное автоматическое регулируемое по величине перемещение шлифовальной головки;
- ручное грубое и тонкое вертикальное перемещение шлифовальной головки посредством маховиков;
- ускоренное вертикальное перемещение шлифовальной головки;
- вращение стола поворотного с бесступенчатой регулируемой скоростью.
- Суппорт обеспечивает поперечное перемещение стола;
- Головка шлифовальная состоит из литого корпуса и шпинделя, установленного в гильзе, залитой в корпусе компаундом. Вращение от электродвигателя на шпиндель передаётся через поликлиновую ременную передачу. Перемещение шлифовальной головки осуществляется по вертикальным направляющим колонны механизмом вертикальной подачи с управляющим приводом, установленным в станине через червячный редуктор;
- Вертикальное перемещение шлифовальной головки и перемещение суппорта осуществляется посредством шарико-винтовых пар;
- На суппорте сверху устанавливается круглый стол с приводом через редуктор, на планшайбе которого может быть установлена обрабатываемая деталь с приспособлением или магнитная плита для установки детали. Стол имеет угол поворота ±100. Вращение стола может осуществляться как по часовой, так и против часовой стрелки;
- Станок оснащается перманентным магнитным патроном фирмы AUTOBLOCK;
- Сверху на корпусе шлифовальной головки установлен ручной механизм правки шлифовального круга по периферии, правка выполняется алмазным карандашом. Поперечное перемещение каретки правки и вертикальное перемещение пиноли с алмазным карандашом выполняется посредством маховиков;
- Защита зоны резания закрытого типа;
- Автоматическая смазка направляющих;
- Все рабочие перемещения на станке автоматизированы;
- Станок оснащён системой УЦИ по трём координатам:
- Y (вертикально-шлифовальная головка);
- Z (поперечно-суппорт);
- С (поворот зеркала стола).
Механизм отсчёта поперечных перемещений установлен по середине станины под суппортом, механизм отсчёта вертикальных перемещений установлен внутри колонны. Обратная связь контроля перемещений по осям осуществляется с помощью линейных фотоимпульсных преобразователей, контроль угла наклона стола с помощью кругового фотоимпульсного преобразователя.
- Шпиндель шлифовальной головки смонтирован на высокоточных подшипниках качения. Вращение шпинделя шлифовальной головки по часовой стрелке;
- Гидрооборудование выполнено отдельным агрегатом и установлено справа от станка, электрошкаф справа, система охлаждения слева;
- Низковольтовая аппаратура ведущих мировых фирм производителей;
- Защита зоны резания закрытого типа;
- Кинематическая схема станка обеспечивает следующие движения:
- вращение шлифовального круга;
- ручное поперечное и вертикальное перемещение алмазного карандаша механизма правки;
- поперечное автоматическое бесступенчатое регулируемое по величине перемещение суппорта с автоматическим реверсом;
- ручное грубое и тонкое поперечное перемещение суппорта посредством маховиков;
- ускоренное поперечное перемещение суппорта;
- вертикальное автоматическое регулируемое по величине перемещение шлифовальной головки;
- ручное грубое и тонкое вертикальное перемещение шлифовальной головки посредством маховиков;
- ускоренное вертикальное перемещение шлифовальной головки;
- вращение стола поворотного с бесступенчатой регулируемой скоростью.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Диаметр рабочей поверхности стола (фланца шпинделя изделия), мм. | 400 |
| Масса заготовки, кг. | 150 |
| Параметры шлиф.круга (D наружн. / d посадочн. / B), мм. | 300 х 76 х 40 (Тип 1 по ГОСТ 2424) |
| Угол наклона поворотного стола, град. | +/- 10 |
| Частота вращения шпинделя, мин -1 | 1900 |
| Дискретность задания линейных перемещений, мм. | 0,001 (вертикальные и поперечные), 0,005 (каретки механизма правки) |
| Скорость быстрого поперечного перемещения суппорта, м/мин. | 4 |
| Скорость быстрого установочного перемещения шлифовальной гловки, м/мин | 0,6 |
| Скорость быстрого установочного перемещения каретки механизма правки, м/мин. | 0,2 |
| Пределы рабочих подач поворотного стола, мин-1 | 5...90 (бесступенчатое регулирование) |
| Пределы рабочих подач суппорта, м/мин | 0,2...4 |
| Величина подачи шлифовальной головки, мм. | 0,002...0,04 |
| Класс точности | П |
| Мощность привода главного движения, кВт | 4 |
| Скорость подачи СОЖ, л/мин | 25 |
| Емкость системы охлаждения, л. | 42 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1650 х 1890 х 1800 |
| Масса, кг. | 1800 |
КОМПЛЕКТ ПОСТАВКИ:
- станок в сборе (ручное, посредством механических маховиков: грубое и тонкое перемещение поперечное суппорта и вертикальное шлифовальной головки; поворот планшайбы поворотного стола);
- система УЦИ;
- перманентный магнитный патрон;
- механизм правки шлифовального круга по периферии с ручным приводом;
- ограждение рабочей зоны;
- система охлаждения;
- станция смазочная;
- электрошкаф с холодильным агрегатом фирмы “Rittal”;
- пульт управления;
- комплект быстроизнашивающихся деталей и инструмента;
- комплект эксплуатационно-технической документации;
- приспособление для статической балансировки шлифовального круга.
- станок в сборе (ручное, посредством механических маховиков: грубое и тонкое перемещение поперечное суппорта и вертикальное шлифовальной головки; поворот планшайбы поворотного стола);
- система УЦИ;
- перманентный магнитный патрон;
- механизм правки шлифовального круга по периферии с ручным приводом;
- ограждение рабочей зоны;
- система охлаждения;
- станция смазочная;
- электрошкаф с холодильным агрегатом фирмы “Rittal”;
- пульт управления;
- комплект быстроизнашивающихся деталей и инструмента;
- комплект эксплуатационно-технической документации;
- приспособление для статической балансировки шлифовального круга.