109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00





СФ-676 Фрезерный станок широкоуниверсальный инструментальный
- Удобное, интуитивно понятное, классическое управление станком;
- Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий;
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей. Направляющие станины защищены специальным гофрированным кожухом, предохраняющим станину от преждевременного разрушения;
- Небольшие габариты станка позволяют разместить его практически в любом помещении;
- Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах;
- В станке применяется оригинальное решение конструкции вертикальной фрезерной головки, по принципу «двойной цилиндр», которою можно поворачивать под углом ±90 градусов. Такая конструкция обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование;
- Система подачи СОЖ со встроенным в основание баком;
- На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
ВЫПУСКАЕТСЯ В ИСПОЛНЕНИЯХ:
- Горизонтальный и вертикальный шпинделя с конусомМорзе4;
- Рабочая поверхность углового горизонтального стола 800 х 300 (5 пазов);
- Рабочая поверхность углового горизонтального стола 630 х 250 (3 паза);
- С УЦИ АО «СКБ ИС» (Россия), оптическая измерительная система, 2 или 3 координаты
- С УЦИ GIVI-ELECTRONICS (Италия), магнитная измерительная система, 2 или 3 координаты
- С ШВП по всем осям.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Основные данные |
|
|
Размер рабочей поверхности горизонтального стола, мм. |
800 x 250 |
|
Размер рабочей поверхности вертикального стола, мм. |
630 x 250 |
|
Наибольшее продольное перемещение стола, мм. |
450 (ось Х) |
|
Наибольшее поперечное перемещение шпиндельной бабки, мм. |
300 (ось Y) |
|
Наибольшее вертикальное перемещение стола, мм. |
380 (ось Z) |
|
Расстояние от оси горизонтального шпинделя до поверхности горизонтального стола, мм. |
80 - 440 (80 – 460 при открытом защитном кожухе) |
|
Расстояние от торца вертикального шпинделя до поверхности горизонтального стола, мм. |
0 – 350 |
|
Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя, мм |
115 |
|
Наибольшее расстояние от торца горизонтального шпинделя до торца серьги, мм |
315 |
|
Цена деления лимбов, мм. |
0,05 |
|
Горизонтальный и вертикальный шпиндели |
|
|
Конус горизонтального и вертикального шпинделей |
7:24-40 |
|
Пределы частот вращения вертикального шпинделя, об./мин. |
63 - 2040 |
|
Пределы частот вращения горизонтального шпинделя, об./мин. |
50 - 1630 |
|
Количество скоростей вращения шпинделей |
16 |
|
Наибольшее перемещение пиноли вертикальной фрезерной головки вдоль своей оси, мм. |
60 |
|
Наибольший угол поворота вертикального шпинделя, град. |
+/- 90 |
|
Допустимое значение осевой составляющей силы резания, действующей на вертикальный шпиндель, не более, Н |
1300 |
|
Столы |
|
|
Количество Т-образных пазов горизонтального стола |
4 |
|
Количество Т-образных пазов вертикального стола |
2 |
|
Расстояние между Т-образными пазами горизонтального стола, мм. |
50 |
|
Расстояние между Т-образными пазами вертикального стола, мм. |
80 |
|
Ширина Т-образного паза горизонтального стола, мм. |
14Н8 средние 14Н12 крайние |
|
Ширина Т-образного паза вертикального стола, мм. |
14Н12 |
|
Подачи |
|
|
Пределы подач шпиндельной бабки, мм./мин. |
13…395 |
|
Количество подач шпиндельной бабки |
16 |
|
Пределы продольных и вертикальных подач стола, мм./мин. |
13-395 |
|
Количество подач стола |
16 |
|
Скорость быстрых перемещений, мм./мин. |
935 |
|
Наибольшее усилие резания, допускаемое/ предельное механизмом подач, Н |
5500 / 6000 |
|
Электрооборудование |
|
|
Мощность привода главного движения, кВт |
3 |
|
Напряжение питания, В |
380 |
|
Точностные параметры |
|
|
Класс точности |
H |
|
Осевое биение шпинделей горизонтального/вертикального, мкм, не более |
10 /15 |
|
Радиальное биение конической поверхности шпинделей горизонтального/вертикального, не более |
10 / 10 |
|
Плоскостность рабочих поверхностей вертикального и углового горизонтального столов на длине 500мм, не более |
20 |
|
Масса и габариты |
|
|
Габаритные размеры (LxBxH), мм. |
1200 x 1240 x 1780 (1400 х 1700 х 2100 в упаковке) |
|
Масса, кг. |
1050 (1350 в упаковке) |
- Станок в сборе с:
- 764К001.01-ДЦ Головка вертикальная;
- 676.60.001 Щиток;
- 7681К001.01 Стол угловой стандартный;
- Светильник;
- Система охлаждения.
- Комплект инструмента;
- Комплект сухарей;
- 766К012 Горизонтальный хобот;
- 766К013 Серьга;
- Оправка7:24-40-27-315Ø27 с наборными кольцами и втулкой;
- 676.83.000 Рукоятка;
- Шомпол головки;
- Шомпол бабки;
- ИЧ-10 кл.1 Индикатор часового типа;
- Набор прижимных приспособлений (50 наименований);
- 7:24-40/ER32 Цанговый патрон с набором цанг из 6шт.;
- Руководство по эксплуатации на русском языке СФ676.00.000РЭ.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА:
(поставляется за отдельную плату)
- Виброопора ОВ-31М (4 шт.);
- 7681К003ГГлобусный стол (установка в 3-х плоскостях);
- LED 24 – 5 CLДополнительное освещение (герметичное);
- УДГ-Д-160А Универсальная делительная головка;
- Комплект принадлежностей к УДГ-Д-160А (люнет, гитары, колёса зубчатые, оправка);
- 3-100.02.01 (Ч 7100-0002) Патрон токарный трёхкулачковый Ø 100 мм.;
- РКВ 7205-4003Стол поворотный горизонтально-вертикальный Ø 250 мм.;
- 61П-17-000Стол круглый фрезерный Ø 250 мм.;
- 7200-0215-02Тиски станочные поворотные чугунные (ширина губок 160 мм.);
- 7200-0215-05Тиски станочные поворотные стальные (ширина губок 160 мм.);
- ГД-1 Головка долбёжная, ход 80 мм.;
- 7:24-40/KM2Втулка переходная под резьбовую затяжку;
- 7:24-40/KM3 Втулка переходная под резьбовую затяжку;
- 7:24-40/KM4 Втулка переходная под резьбовую затяжку;
- 7:24-40/KM2Втулка переходная под сверло;
- 7:24-40/KM3 Втулка переходная под сверло;
- 7:24-40/KM4 Втулка переходная под сверло;
- 7:24-40/ER32Цанговый патрон с набором цанг Ø 3-20мм. (18шт.);
- 7:24-40-16-315 Оправка Ø16 с наборными кольцами и втулкой;
- 7:24-40-22-315 Оправка Ø22 с наборными кольцами и втулкой;
- 7:24-40-32-315 Оправка Ø32 с наборными кольцами и втулкой;
- 7:24-40/ПСС16Патрон сверлильный самозажимной с оправкой;
- 7:24-40/DCHОправка расточная c набором резцов;
- ЦР1Центроискатель рычажный, с индикатором.
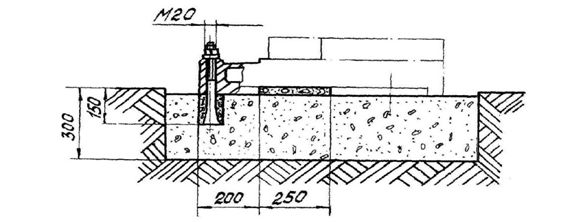
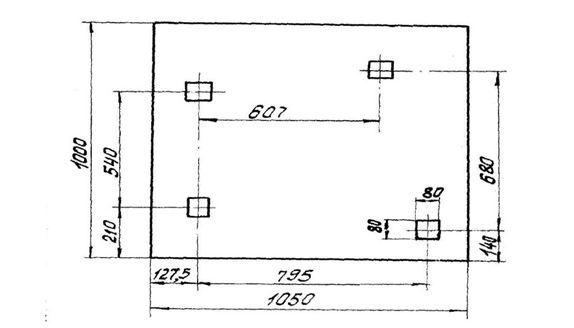
Без фундамента разрешается установка станка только на бетонированномполу достаточной толщины на виброопоры типа ОВ-31М. В остальных случаях для достижения точнойработы нужно подготовить бетонный фундамент согласно установочномучертежу.
Рекомендуется удалить часть антикоррозийной смазки с обработанныхповерхностей станка до установки его на фундамент. Это предотвращаетзагрязнение фундамента смазкой и растворителем, снижающим его качество.
Точность работы станка в значительной степени зависит от его правильнойустановки и жёсткости фундамента. Фундамент должен выстояться, просохнуть иокрепнуть до установки станка. Пустоты и трещины в бетоне не допускаются.
Глубина заложения фундамента под станок выбирается в зависимости от грунта,но не менее 300 мм.При установке на фундамент станок выверяется по металлическомуспиртовому уровню с точностью 0,04 мм на длине 1000 мм в продольном ипоперечном направлениях. Уровень при этом следует ставить на горизонтальнуюповерхность углового стола. Установка станка в нужном положении производитсяс помощью плоских стальных клиньев с углом наклона 5°, забиваемых подопорные пятки основания станины. После выверки станка фундаментные болтызаливают цементным раствором 1:3 (1 часть цемента и 3 части песка). Когдараствор затвердеет, равномерно и плавно затянуть гайки фундаментных болтов,проверяя положение станка по уровню. Неправильная затяжка вызоветнеточность в работе станка. Затем под основание станины подлить цементныйраствор и произвести окончательную отделку фундамента. При заливенеобходимо обеспечить сквозной проём под основанием станка шириной 250 мм
на высоту опорных пяток. После окончательной отделки на поверхностифундамента нанести маслостойкое покрытие для защиты от воздействия на негомасла, эмульсии и пр.
Пуск станка и работа на нём до полного затвердеванияфундамента запрещается.
В процессе эксплуатации рекомендуется периодически производить контрольустановки станка.