109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00

ВШ-152РВИ-01 Полуавтомат круглошлифовальный центровой универсальный высокой точности
- Шлифованные и шабренные призматические направляющие смазываются централизованной системой смазки;
- Гидравлически и вручную передвигаемый в продольном направлении тяжелый и жесткий стол является надежной базой для передней и задней бабок;
- Бабка передняя расположена на поворотной части стола и имеет возможность поворачиваться на своей оси на определенный угол, отсчитываемый по шкале. Шпиндель передней бабки смонтирован на прецизионных гидродинамических подшипниках. Внутренний конус Морзе служит для установки центров, фланец шпинделя для установки планшайбы или трехкулачкового патрона. Передача вращения изделия осуществляется посредством свободного от поперечной силы поводка. Для бесступенчатого регулирования частоты вращения шпинделя бабка передняя оснащена частотным приводом;
- Цельная задняя бабка отличается повышенной жесткостью. Силовая пиноль установлена в подшипниках качения, не требующих ухода. Для надежного крепления изделия в центрах служит центр с конусом Морзе;
- Шлифовальная бабка выполнена в виде отдельного узла, устанавливается на каретку, смонтированную на направляющих качения с закрепленными планками. На основном шпинделе установлен шлифовальный круг, предназначенный для наружного шлифования;
- Полуавтомат осуществляет шлифование абразивными кругами со скоростью до 38 м/с. Защита рабочего и механизмов в случае разрыва круга осуществляется сварным кожухом;
- Электрошкаф оснащен теплообменными устройствами. Панели управления защищены от попадания масла и охлаждающей жидкости;
- Надежность полуавтомата обеспечивается за счет применения качественной регулирующей и распределительной гидро-электроаппаратуры, электронизации управления с внедрением оригинальных конструкторских решений.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Наибольший диаметр устанавливаемой заготовки, мм. |
250 |
|
Наибольшая длина устанавливаемой в центрах заготовки, мм. |
1000 |
|
Наибольший диаметр заготовки, устанавливаемой в патроне, мм. |
200 |
|
Наименьший диаметр заготовки, устанавливаемой в патроне, мм. |
22 |
|
Наибольшая длина заготовки, устанавливаемой в патроне, мм. |
250 |
|
Наибольшая длина заготовки, устанавливаемой в патроне с закрытым люнетом, мм. |
350 |
|
Наибольший диаметр шлифуемой наружной поверхности, мм. |
200 (250) |
|
Наименьший диаметр шлифуемой наружной поверхности, мм. |
10 |
|
Наибольшая длина наружного шлифования в центрах, мм. |
900 |
|
Наибольший диаметр внутреннего шлифования, мм. |
160 |
|
Наименьший диаметр внутреннего шлифования, мм. |
20 |
|
Наибольшая длина внутреннего шлифования кругом диаметром 50 мм., мм. |
120 |
|
Наибольший диаметр шлифуемой торцовой поверхности, мм. |
200 |
|
Наибольшая масса устанавливаемой заготовки при обработки в центрах, кг. |
160 |
|
Наибольшая масса устанавливаемой заготовки при наружном шлифовании в патроне, кг. |
40 |
|
Размеры шлифовального круга для наружного шлифования, мм. |
400(260)х127х50 |
|
Размеры шлифовального круга для торцового шлифования, мм. |
250(160)х76х25 |
|
Размеры шлифовальных кругов для внутреннего шлифования, мм. |
16х16; 16х20; 40х40; 50х40 |
|
Диаметр конца шлифовального шпинделя для наружного шлифования по ГОСТ 2323, мм. |
80 |
|
Диаметр конца шлифовального шпинделя для торцового шлифования по ГОСТ 2323, мм. |
50 |
|
Наружный диаметр внутришлифовальной головки, мм. |
80 |
|
Конус в шпинделе передней бабки |
Морзе 5 |
|
Конус в пиноли задней бабки |
Морзе 4 |
|
Размеры зеркала стола, мм |
1720 х 200 |
|
Наибольшее перемещение стола, мм. |
1000 |
|
Ручное ускоренное установочное перемещение стола за один оборот маховика, мм. |
23,5 |
|
Ручное замедленное установочное перемещение стола за один оборот маховика, мм. |
2 |
|
Наибольший угол поворота стола по часовой стрелке/против, град. |
6 / 9 |
|
Цена деления шкалы поворота стола, сек |
30’ |
|
Наибольшее перемещение шлифовальной бабки по винту, мм. |
245 |
|
Перемещение шлифовальной бабки за один оборот маховика механизма поперечных подач ускоренное / замедленное, мм. |
2 / 0,1 |
|
Максимальная скорость установочных перемещений, мм./мин. |
300 |
|
Наибольший угол поворота шлифовальной бабки по часовой стрелке/против, град. |
90 / 180 |
|
Наибольший угол поворота передней бабки против часовой стрелки/ против часовой стрелки при работе с синусным приспособлением, град. |
90 / 30 |
|
Ход пиноли задней бабки, мм. |
30 |
|
Окружная скорость шлифовального круга при наружном шлифовании, м./с. |
38 |
|
Окружная скорость шлифовального круга при торцевом шлифовании, м./с. |
24 |
|
Окружная скорость шлифовального круга при внутреннем шлифовании, м./с. |
14, 4 - 29 |
|
Частота вращения шпинделя шлифовальной бабки наружного шлифования, мин-1 |
1835 |
|
Частота вращения шпинделя внутреннего шлифования, мин-1 |
11165 / 17355 |
|
Пределы частоты вращения изделия (бесступенчато), мин-1 |
50 - 500 |
|
Время быстрого подвода шлифовальной бабки, сек. |
3,5 |
|
Скорость перемещения стола от гидросистемы, м./мин. |
0,08 - 5 |
|
Класс точности станка по ГОСТ 8-82 |
В |
|
Постоянство диаметра в продольном сечении (при обработке в центрах), мкм. |
6 |
|
Круглость при шлифовании в центрах, мкм. |
1 |
|
Круглость при шлифовании в патроне, мкм. |
1,6 |
|
Шероховатость обработанных поверхностей образцов-изделий при наружном шлифовании, Ra, не более: |
0,16 |
|
Мощность привода главного движения, кВт |
4 |
|
Суммарная мощность электродвигателей, кВт |
10,09 |
|
Напряжение питания, В |
380 |
|
Габаритные размеры (LxBxH), мм. |
2950 × 2295 × 2480 (4570 × 2400 × 2050 в упаковке) |
|
Масса, кг. |
6020 (6740 брутто) |
- Станок в сборе;
- ВШ-152РВ.37.000 Фланец шлифовального круга в сборе с кругом
(ГОСТ 2424 1 400х50х127 25А 25-Н СМ2 6 К1А 50 м/с А1 кл.);
- ВШ-152РВ.38.000 Фланец шлифовального круга в сборе с кругом
(ГОСТ 2424 1 250х25х76 25А 25-Н СМ1 6 К1А 30 м/с А1 кл.);
- ВШ-152УВИ.60.000-01 Установка охлаждения;
- ВШ-152УВИ.74.000 Станция смазки;
- ВШ-152УВИ.76.000 Гидростанция;
- У31-766.00.000 Станция смазки;
- ВCA-1U52BNC3.13.000 Электрошкаф;
- ВШ-152УВ.31.208 Шкив Ø 32 мм.;
- ВШ-152УВ.31.401-02 Шкив Ø 200 мм.;
- ВШ-152УВ.91.000 Комплект хомутиков (Ø 10…15, 15…20, 20…25, 25…32, 32…85);
- ВШ-152УВ.92.000 Фланец переходной;
- ВШ-152УВ.94.000 Приспособление для правки со стола;
- 7032-0029 Центр Морзе 4ПТ ГОСТ 13214;
- 7032-0035 Центр Морзе 5ПТ ГОСТ 13214.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- ВШ-152УВ.95.000 Приспособление для правки со стола универсальное;
- ВШ-152УВ.96.000 Комплект оправок внутришлифовальных ВШ-152УВ.96.000 (Ø 6, 12);
- ВШ-152УВ.97.000 Кожух патрона;
- ВШ-152УВ.98.000 Люнет открытый;
- ВШ-152УВ.99.000 Люнет закрытый;
- 3Е184В.92Г.000 Приспособление для балансировки;
- Д48-807а Оправка балансировочная;
- Д48-805 Оправка балансировочная;
- Патрон трёхкулачковый 3-250.01.09 (Ø 250 мм.) ;
- Патрон магнитный 7108-0007В ГОСТ 24568 (Ø 200 мм.);
- Полуцентр 7032-0080 Морзе 4ПТ ВК8 ГОСТ 2576;
- Полуцентр 7032-0079 Морзе 4ПТ ГОСТ 2576;
- Полуцентр 7032-0083 Морзе 5ПТ ВК8 ГОСТ 2576;
- Полуцентр 7032-0082 Морзе 5ПТ ГОСТ 2576;
- Центр 7032-0030 Морзе 4ПТ ВК8 ГОСТ 13214;
- Центр 7032-0030 Морзе 5ПТ ГОСТ 13214.
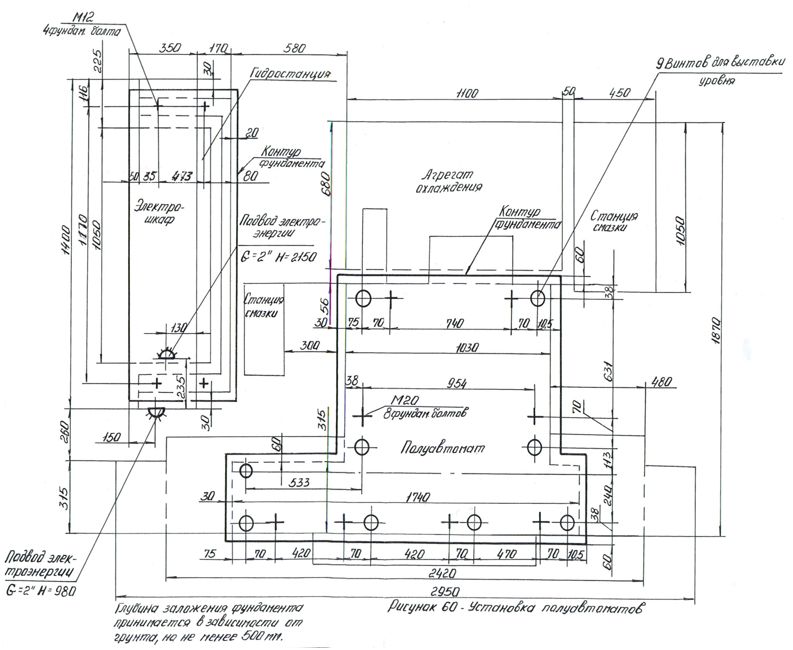
Особый фундамент необходим в случае использования полуавтомата на прецизионных работах или в случае плохого основания (насыпной грунт, большие вибрации и т.д.).
Точность работы полуавтомата в значительной мере зависит от его установки. Полуавтомат должен быть выставлен в продольном и поперечном направлении с точностью до 0,02 мм./м. по уровню, который устанавливается на зеркале стола.
При установке полуавтомата на фундамент после его выставки и выверки фундаментные болты заливаются цементным раствором 1:3 (одна часть цемента и три части песка).
После затвердевания раствора гайки фундаментных болтов следует затянуть, проверить положение полуавтомата по уровню. После затяжки болтов ведется окончательная отделка фундамента.
Установка полуавтомата выполняется в соответствии с прилагаемым рисунком.