
109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00
 Полуавтомат шлицешлифовальный с ЧПУ (Siemens)")



ВЗ-729Ф4 (-01, -02) Полуавтомат шлицешлифовальный с ЧПУ (Siemens)
Система ЧПУ
Станок комплектуется устройством ЧПУ SINUMERIK 840 DsL которое обеспечивает:
- высокое качество управления, надежную и бесперебойную работу;
- решение множества задач обработки от позиционирования осей до осуществления любого движения с использованием интерполяции;
- свободное программирование.
| Компоновка станка |
|
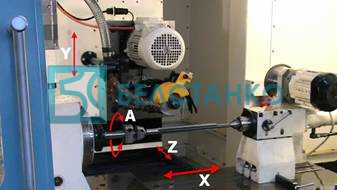
Станок выполнен в горизонтальной компоновке с подвижным в продольном направлении столом (ось Х). На столе установлена бабка изделия (ось А) с обрабатываемой заготовкой, задняя бабка, механизм правки шлифовального круга. Шлифовальная бабка со шлифовальным шпинделем размещена сверху над изделием, с возможностью поперечного (ось Z) и вертикального (ось Y) перемещений. Рабочая зона станка полностью закрыта ограждением кабинетного типа с раздвижными и монтажными дверцами. Внутри ограждения установлен светильник для освещения рабочей зоны.  |
| Бабка изделия (ось А) |
|
Вращение шпинделя бабки изделия осуществляется от встроенного высокомоментного синхронного электродвигателя. Шпиндель смонтирован на специальном упорно-радиальном подшипнике. Датчик контроля угла поворота установлен непосредственно на шпинделе. Конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота, надежность и долговечность.  |
|
Стол (ось Х), вертикальная (ось Y) и поперечная (ось Z) каретки шлифовальной бабки |
|
Перемещения стола (ось Х), шлифовальной бабки по осям Y, Z осуществляется от синхронных электродвигателей с цифровыми приводами через беззазорные прецизионные шариковинтовые передачи по замкнутым, с предварительным натягом, линейным направляющим качения, сочетающими в себе высокую несущую способность, легкость и точность хода.
|
| Бабка шлифовальная |
|
Бабка шлифовальная установлена на каретке вертикального перемещения (ось Y). Головка шлифовальная установлена в корпусе бабки шлифовальной. Шпиндель шлифовальной головки смонтирован с применением прецизионных дуплексных (с предварительным натягом) радиально-упорных шариковых подшипников. Скорость вращения шпинделя шлифовальной головки регулируется бесступенчато с помощью частотного преобразователя.
|
| Механизм правки шлифовального круга |
|
Правка шлифовального круга осуществляется алмазным роликом в автоматическом режиме с автоматической компенсацией износа шлифовального круга. Механизм правки состоит из: приводного асинхронного электродвигателя, прецизионного шпинделя и корпуса. Скорость вращение шпинделя регулируется бесступенчато при помощи частотного преобразователя.  |
|
Система ориентации заготовки |
|
Система выполнена на базе трехмерного контактного датчика и посредством координатных перемещений станка в автоматическом режиме, в соответствии с управляющей программой осуществляет следующие функции: - производит привязку заготовки (угловую и осевую) к станочной системе координат;  |
|
Система подачи и очистки СОЖ |
||
|
Система очистки СОЖ выполнена с применением сепаратора барабанного типа DF-360, что обеспечивает эффективную очистку СОЖ на масляной основе. 
|
||
|
Система подготовки управляющих программ |

В комплект поставки шлицешлифовального станка входит система подготовки управляющих программ (СПУП), предназначенная для автоматизированного формирования управляющих программ (УП) для станка. СПУП представляет собой Windows-приложение и может работать как на персональном компьютере, входящем в состав ЧПУ станка, так и на внешнем персональном компьютере. В первом случае кнопка запуска СПУП встраивается в стандартный интерфейс ЧПУ Sinumeriк HMI (рис. 1).
|
|
|
Рис. 1 |

Окно программы после запуска СПУП представлено на рис. 2.
|
|
|
Рис. 2 |

Для формирования УП необходимо последовательно пройти этапы, соответствующие кнопкам в нижней части окна (рис. 2):
- "Параметры" (ввод геометрических параметров инструмента);
- "Круг, ролик" (ввод геометрических параметров шлифовальных кругов);
- "Технология" (ввод технологических режимов);
- "Формирование УП" (формирование текста УП и запись ее в файл);
- "Выход" (выход из СПУП).
Ввод геометрических параметров шлица.
Окно ввода геометрических параметров разделено на ряд областей (рис. 3).
- область ввода параметров (область 1);
- вкладки с рисунками, объясняющими геометрический смысл вводимых параметров (область 2);
- меню окна "Параметры" (область 3).
|
|
|
Рис. 3 |

Каждый вводимый параметр пронумерован. По этому номеру можно определить геометрический смысл этого параметра на одном из рисунков, находящихся на вкладках (рис. 4).
|
|
|
|
Рис. 4 |

С чертежа необходимо ввести следующие параметры шлица:
- 1 Число зубьев
- 2 Внутренний диаметр
- 3 Наружный диаметр
- 4 Ширина зуба
- 5 Радиус закругления во впадине
- 6 Длина шлица
- 7 Утонение зуба
Геометрический смысл этих параметров поясняют рисунки на вкладках слева от столбца ввода параметров (см. рис. 2, 3, 4).
Ввод параметров шлифовального круга и правящего ролика.
|
|
|
Рис. 5 |

Необходимо ввести следующие параметры шлифовального круга и правящего ролика (см. рис. 5):
- Диаметр шлифовального круга
- Ширина шлифовального круга
- Диаметр ролика
- 1-й радиус закругления ролика
- 2-й радиус закругления ролика
- Ширина ролика
Диаметр шлифовального круга задается равным максимальному диаметру круга, который может устанавливаться на станке. Запрещено задавать этот параметр большим, чем максимальный диаметр круга, устанавливаемый на станке.
Ширина шлифовального круга задается на 3..5 мм больше действительной ширины круга для обеспечения выхода ролика при правке.
Параметры ролика следует брать из паспорта на ролик. 1-й радиус закругления ролика соответствует правой стороне шлифовального круга, 2-й – левой.
Ввод технологических параметров.
|
|
|
Рис. 6 |

К технологическим параметрам относятся: признаки обработки, режимы шлифования, режимы правки (см. рис. 6).
Признаки обработки это переключатели, которые определяют какие технологические переходы будут выполняться в данный момент (черновая обработка, чистовая обработка, правка перед черновой обработкой, правка перед чистовой обработкой). Признаки обработки можно комбинировать.
При черновой обработке подача на глубину резания происходит после каждого двойного хода, а деление на следующий зуб после того, как будет снят весь припуск с одного зуба. При чистовой обработке деление происходит после каждого двойного хода, а подача на глубину резания после каждого полного оборота колеса.
Режимы шлифования:
- Безопасное расстояние;
- Черновой припуск (припуск снимаемый с колеса при черновой обработке)
- Черновая глубина (величина съема за 1 двойной ход при черновой обработке)
- F черновая (контурная скорость при черновой обработке)
- Чистовой припуск (припуск снимаемый с колеса при чистовой обработке)
- Чистовая глубина (величина съема за 1 двойной ход при чистовой обработке)
- F чистовая (контурная скорость при чистовой обработке)
- Черновой припуск до правки (величина снятого металла после, которой произойдет правка круга в цикле черновой обработки)
- Чистовой припуск до правки (величина снятого металла после, которой произойдет правка круга в цикле чистовой обработки)
Режимы правки:
- Безопасное расстояние;
- Начальный припуск (припуск снимаемый с круга при правке перед обработкой)
- Начальная глубина (съем со шлифовального круга за 1 проход при правке перед обработкой)
- F первоначальная (контурная скорость при правке перед обработкой)
- Черновой припуск (припуск снимаемый с круга при правке в цикле черновой обработки)
- Черновая глубина (съем со шлифовального круга за 1 проход при правке в цикле черновой обработки)
- F черновая (контурная скорость при правке в цикле черновой обработки)
- Чистовой припуск (припуск снимаемый с круга при правке в цикле чистовой обработки)
- Чистовая глубина (съем со шлифовального круга за 1 проход при правке в цикле чистовой обработки)
- F чистовая (контурная скорость при правке в цикле чистовой обработки)
Чтение и запись исходных данных.
Введенные параметры колеса, шлифовального круга, технологические параметры можно сохранить в файле на жестком диске. Для этого используется пункт меню "Read" на вкладке параметров колеса (рис. 2). Исходные данные, сохраненные в файле на жестком диске, затем можно прочитать. Для этого используется пункт меню "Write".
Формирование УП.
|
|
|
Рис. 7 |

При нажатии на кнопку "Расчет и формирование УП" происходит формирование управляющей программы для обработки конкретной шестерни (рис. 7). Текст УП можно просмотреть в окне слева.
При нажатии на кнопку "Запись УП в ЧПУ" сформированная УП записывается непосредственно в память ЧПУ и главная программа УП становится активной. После этого оператору для запуска УП достаточно нажать кнопку "Cycle Start".
При нажатии на кнопку "Запись УП" сформированная УП записывается в файл на жестком диске. Имя файла УП указывается в стандартном окне Windows "Сохранить как" (рис. 8).
|
|
|
Рис. 8 |

Основные технические характеристики |
Базовая модель |
|||
|
ВЗ-729Ф4 |
ВЗ-729Ф4-01 |
ВЗ-729Ф4-02 |
||
|
Наибольшие размеры устанавливаемой заготовки: |
||||
|
длина, мм |
600 |
1000 |
1400 |
|
|
диаметр, мм |
250 |
|||
|
Размеры обрабатываемых поверхностей: |
||||
|
наибольшая длина, мм |
400 |
900 |
1300 |
|
|
наибольший диаметр, мм |
200 |
|||
|
наименьший диаметр, мм |
10 |
|||
|
Наибольший модуль/высота паза, мм |
1…6/2…15 |
1…8/2…20 |
||
|
Максимальная масса обрабатываемой детали, кг |
150 |
100 |
150 |
|
|
Размеры устанавливаемого шлифовального круга: |
||||
|
наибольший диаметр, мм |
100* |
200* |
||
|
наименьший диаметр, мм |
70* |
|||
|
Частота вращения шлифовального круга мин-1 |
4000…8000 |
1500…8000* |
||
|
Количество управляемых осей |
4 |
|||
|
Наибольшие рабочие перемещения: |
||||
|
ось Х, мм |
600 |
1200 |
1600 |
|
|
ось Y, мм |
300 |
|||
|
ось Z, мм |
300 |
|||
|
ось А, град. |
не ограничен |
|||
|
Наибольшие скорости перемещения рабочих органов: |
||||
|
ось Х, м/мин |
10 |
|||
|
ось Y, м/мин |
5 |
|||
|
ось Z, м/мин |
5 |
|||
|
ось А, об/мин |
30 |
|||
|
Дискретность задания перемещений по осям координат: |
||||
|
линейных, мм |
0,001 |
|||
|
круговой, град. |
0,001 |
|||
|
Шероховатость обрабатываемой поверхности шлица |
Ra 0,80 |
|||
|
Мощность электродвигателя главного движения, кВт |
3 |
11,5 |
||
|
Электропитание, габариты, масса |
||||
|
Род тока питающей электросети |
переменный 3-х фазный |
|||
|
Напряжение, В |
380 |
|||
|
Частота тока, Гц |
50 |
|||
|
Габаритные размеры станка LxBxH* мм |
3000х2600х2350 |
3600х4000х2650 |
5250х4000х2650 |
|
|
Масса*, кг |
7 500 |
9 500 |
10 000 |
|
* уточняется при согласовании Технического Задания.
1. Бабка изделия
2. Задняя бабка
3. Механизм правки
4. Устройство ориентации заготовки.
5. Установка подачи и очистки СОЖ.
6. Система отсоса аэрозолей из рабочей зоны
7. Комплект оправок для шлифовальных кругов
8. Комплект защитных кожухов для шлифовальных кругов
9. Комплект оснастки для крепления деталей
10. Комплект специального инструмента для обслуживания станка
11. Комплект запасных частей
11. Система подготовки управляющих программ для шлифования шлицев:
-шлифование прямобочных шлицев;
-шлифование эвольвентных шлицев.
12. Алмазный ролик
13. Комплект эксплуатационной (технической) документации на русском языке: руководство по эксплуатации; руководство по эксплуатации электрооборудования;