
Обратный звонок
109428, г. Москва, Рязанский пр., д. 75, к. 4, пом.VIII, офис 2А
stanki@belstanko.com пн-пт с 8 00 до 17 00
- Главная
- Металлообрабатывающее оборудование
Металлообрабатывающее оборудование
 МН16Н Настольно-сверлильный станок
МН16Н Настольно-сверлильный станок
- Простота конструкции обеспечивает легкость управления, надежность и долговечность;
- Основу сверлильной головки составляет чугунный корпус. В корпусе смонтирован шпиндельный узел, винтовая пара механизма подъема сверлильной головки, механизм натяжения ремня, состоящий из плиты, шестерни, рейки, рукоятки зажима и механизм зажима сверлильной головки на колонне;
- Отсчет глубины сверления производится по лимбу и укрепленной на корпусе сверлильной головки стрелке;
- Длинная эргономичная рукоятка обеспечивает легкую подачу пиноли шпинделя;
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Максимальный диаметр сверления в стали, мм. |
16 |
|
Наибольшее расстояние от торца шпинделя до плиты, мм. |
400 |
|
Расстояние от оси шпинделя до образующей колонны, мм. |
200 |
|
Наибольшее установочное перемещение сверлильной головки, мм., не менее |
200 |
|
Размер рабочей поверхности плиты, мм. |
320 х 400 |
|
Количество Т-образных пазов |
3 |
|
Ширина Т-образного паза |
14Н9 / 14Н12 |
|
Расстояние между осями Т-образных пазов, мм. |
100 |
|
Конус шпинделя |
Морзе 2АТ7 |
|
Ход шпинделя, мм. |
100 |
|
Количество скоростей вращения шпинделя |
4 |
|
Частоты вращения шпинделя, об./мин. |
450, 750, 1250, 2000 |
|
Подача шпинделя, мм./об. |
ручная |
|
Класс точности по ГОСТ 370-93 |
Н |
|
Радиальное биение шпинделя в середине длины образующего конуса , мкм. |
16 |
|
Мощность привода главного движения, кВт |
1,1 |
|
Напряжение питания, В |
380 |
|
Габаритные размеры (LxBxH), мм. |
840 х 500 х 1050 (900 х 600 х 1230 в упаковке) |
|
Масса, кг. |
250 |
- Станок в сборе;
- Ключ S=5, ГОСТ 11737-93 7812-0374;
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Патрон сверлильный 6150-4029-04;
- Патрон сверлильный ПС16В18 или 6150-4049-01 (с оправкой 6039-4028-0012);
- Тиски станочные чугунные неповоротные 7200-0209-02 (ширина губок 125 мм.);
- Тиски станочные чугунные поворотные 7200-0210-02 (ширина губок 125 мм.)
 SGA-3063AHD Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем
SGA-3063AHD Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем
- Основанием станка является цельнолитая чугунная станина, на которой установлены крестовый суппорт, колонна, пульт управления, механизм поперечной и вертикальной подачи. Суппорт станка обеспечивает продольное и поперечное перемещение стола. Колонна обеспечивает вертикальное перемещение шлифовальной головки. Фторопластовое покрытие направляющих осей X и Z обеспечивает стабильное движение без лишнего трения, что способствует сохранению высокой точности в работе. Все рабочие перемещения на станке автоматизированы;
- Продольное перемещение стола осуществляется посредством гидроцилиндра. Ручное перемещение крестового суппорта, шлифовальной головки и стола выполняется посредством маховиков. Вращение шпинделя осуществляется от асинхронного электродвигателя;
Пульт управления станком расположен на кронштейне, который крепится к станине;
- Колонна смонтирована на задней стенке станины и служит для осуществления вертикальных перемещений шлифовальной головки;
- Рабочий стол имеет рабочую поверхность с тремя Т-образными пазами для установки и крепления обрабатываемых деталей, электромагнитной плиты или установочных приспособлений. На нижней плоскости стола расположены продольные направляющие качения V-образная и плоская, а также зубчатая рейка, которая обеспечивает ручное перемещение стола от шестерни механизма ручных перемещений. По краям нижней поверхности стола закреплены кронштейны, к которым присоединены штоки гидроцилиндра. На верхней плоскости стола установлено ограждение рабочей зоны.
Сбор охлаждающей жидкости происходит в ванне стола, а слив - через проем в задней стенке стола в сборник и далее в бак охлаждения;
- Суппорт крестовый обеспечивает поперечное и продольное перемещение стола. На верхней плоскости суппорта расположены продольные направляющие качения (V-образная и плоская), по которым перемещается стол. Между продольными направляющими жёстко закреплён гидроцилиндр привода стола. К нижней поверхности суппорта закреплён кронштейн, который соединён с гайкой шарико-винтовой пары механизма поперечной подачи;
- Механизм поперечной подачи обеспечивает: ручное перемещение крестового суппорта, автоматическую подачу, ускоренные перемещения, отключение маховика посредством электромагнитной муфты при автоматических перемещениях суппорта;
- Головка шлифовальная состоит из корпуса и шпинделя. Шпиндель установлен на высокоточных радиально-упорных подшипниках качения, собранных с предварительным натягом;
- Гидроцилиндр установлен на верхней поверхности суппорта и осуществляет возвратно-поступательное движение стола. Штоки гидроцилиндра крепятся гайками к кронштейнам стола. Уплотняются штоки резиновыми манжетами. В крайних положениях хода поршня предусмотрено торможение стола при помощи специальных конусов;
- Станция гидропривода предназначена для обеспечения возвратно-поступательного перемещения стола с регулируемой скоростью, привода механизма вертикальной подачи и осуществления централизованной автоматической смазки направляющих.
- Станция смазки предназначена для централизованной смазки всех направляющих от гидросистемы. Она автоматически включается в работу при включении гидропривода станка. В систему смазки масло поступает от станции гидропривода через фильтр с точностью фильтрации 25 мкм.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Максимальный размер устанавливаемой заготовки, мм. |
305 х 635 х 380 |
|
Наибольшее перемещение стола, мм. |
765 |
|
Наибольшее перемещение суппорта, мм. |
340 |
|
Размер электромагнитной плиты, мм. |
300 х 600 |
|
Размер рабочего стола, мм. |
305 х 635 |
|
Количество Т-образных пазов рабочего стола |
3 |
|
Ширина Т-образного паза, мм. |
14 |
|
Наибольшая масса устанавливаемой заготовки (вместе с приспособлением или электромагнитной плитой), кг. |
270 |
|
Наибольшее расстояние от зеркала стола от оси шпинделя, мм. |
560 |
|
Скорость продольного перемещения стола (бесступенчатое регулирование), м./мин. |
7 - 23 |
|
Автоматическая поперечная подача суппорта на каждый ход стола, мм. |
0,1 - 8 |
|
Ускоренная подача суппорта, м./мин. |
990 |
|
Цена деления лимба маховика поперечного перемещения суппорта, мм. |
0,02 |
|
Перемещение суппорта на оборот маховика, мм. |
5 |
|
Размеры шлифовального круга (D x H x d), мм. |
350 х 40 х127 |
|
Автоматическая подача вертикального перемещения шлифовальной головки, мм. |
0,005 / 0,01 / 0,02 / 0,03 / 0,04 / 0,05 |
|
Ускоренная подача вертикального перемещения шлифовальной головки , м./мин. |
240 |
|
Цена деления лимба маховика вертикального перемещения шлифовальной головки, мм. |
0,005 |
|
Перемещение шлифовальной головки на оборот маховика, мм. |
1 |
|
Напряжение питания, В |
380 |
|
Мощность привода главного движения, кВт |
5,5 |
|
Мощность привода гидростанции, кВт |
2,2 |
|
Мощность привода вертикального перемещения шлифовальной головки, кВт |
0,5 |
|
Мощность привода поперечного перемещения суппорта, кВт |
0,04 |
|
Мощность насоса системы подачи охлаждающей жидкости, кВт |
0,125 |
|
Точностные параметры – в соответствии со стандартом GB/T4022.1-2021 |
|
|
Радиальное биение торца шлифовального шпинделя, мм. |
0,005 |
|
Осевое биение шлифовального шпинделя, мм. |
0,005 |
|
Параллельность верхней обработанной поверхности образца его основанию в продольном сечении, мм. |
0,005 / 300 |
|
Габаритные размеры (LxBxH), мм. |
2250 х 2200 х 1890 (в упаковке 2350 х 2220 х 2150) |
|
Масса, кг. |
2500 (в упаковке 2600) |
- Станок в сборе:
- Система цифровой индикации;
- Плита электромагнитная;
- Система подачи и очистки СОЖ с магнитным сепаратором;
- Гидростанция;
- Система смазки;
- Электрошкаф и пульт управления;
- Фланцы шлифовального круга (один фланец в комплекте со шлифовальным кругом установлен на станке, второй находится в ящике с инструментом);
- Комплект регулируемых опор для установки станка;
- Приспособление для балансировки шлифовального круга;
- Оправка для статической балансировки шлифкруга;
- Приспособление для правки круга в комплекте с алмазным карандашом;
- Комплект инструмента для обслуживания станка;
- Руководство по эксплуатации на русском языке.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Система подачи и очистки СОЖ с магнитным сепаратором и бумажным фильтром;
- Механизм правки периферии шлифовального круга с алмазом в оправе;
- Комплект масел и СОЖ;
- Пылесос.
 SGA-4080AHD Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем
SGA-4080AHD Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем
- Основанием станка является цельнолитая чугунная станина, на которой установлены крестовый суппорт, колонна, пульт управления, механизм поперечной и вертикальной подачи. Суппорт станка обеспечивает продольное и поперечное перемещение стола. Колонна обеспечивает вертикальное перемещение шлифовальной головки. Фторопластовое покрытие направляющих осей X и Z обеспечивает стабильное движение без лишнего трения, что способствует сохранению высокой точности в работе. Все рабочие перемещения на станке автоматизированы;
- Продольное перемещение стола осуществляется посредством гидроцилиндра. Ручное перемещение крестового суппорта, шлифовальной головки и стола выполняется посредством маховиков. Вращение шпинделя осуществляется от асинхронного электродвигателя;
Пульт управления станком расположен на кронштейне, который крепится к станине;
- Колонна смонтирована на задней стенке станины и служит для осуществления вертикальных перемещений шлифовальной головки;
- Рабочий стол имеет рабочую поверхность с тремя Т-образными пазами для установки и крепления обрабатываемых деталей, электромагнитной плиты или установочных приспособлений. На нижней плоскости стола расположены продольные направляющие качения V-образная и плоская, а также зубчатая рейка, которая обеспечивает ручное перемещение стола от шестерни механизма ручных перемещений. По краям нижней поверхности стола закреплены кронштейны, к которым присоединены штоки гидроцилиндра. На верхней плоскости стола установлено ограждение рабочей зоны.
Сбор охлаждающей жидкости происходит в ванне стола, а слив - через проем в задней стенке стола в сборник и далее в бак охлаждения;
- Суппорт крестовый обеспечивает поперечное и продольное перемещение стола. На верхней плоскости суппорта расположены продольные направляющие качения (V-образная и плоская), по которым перемещается стол. Между продольными направляющими жёстко закреплён гидроцилиндр привода стола. К нижней поверхности суппорта закреплён кронштейн, который соединён с гайкой шарико-винтовой пары механизма поперечной подачи;
- Механизм поперечной подачи обеспечивает: ручное перемещение крестового суппорта, автоматическую подачу, ускоренные перемещения, отключение маховика посредством электромагнитной муфты при автоматических перемещениях суппорта;
- Головка шлифовальная состоит из корпуса и шпинделя. Шпиндель установлен на высокоточных радиально-упорных подшипниках качения, собранных с предварительным натягом;
- Гидроцилиндр установлен на верхней поверхности суппорта и осуществляет возвратно-поступательное движение стола. Штоки гидроцилиндра крепятся гайками к кронштейнам стола. Уплотняются штоки резиновыми манжетами. В крайних положениях хода поршня предусмотрено торможение стола при помощи специальных конусов;
- Станция гидропривода предназначена для обеспечения возвратно-поступательного перемещения стола с регулируемой скоростью, привода механизма вертикальной подачи и осуществления централизованной автоматической смазки направляющих.
- Станция смазки предназначена для централизованной смазки всех направляющих от гидросистемы. Она автоматически включается в работу при включении гидропривода станка. В систему смазки масло поступает от станции гидропривода через фильтр с точностью фильтрации 25 мкм.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Максимальный размер устанавливаемой заготовки, мм. |
406 х 813 х 380 |
|
Наибольшее перемещение стола, мм. |
910 |
|
Наибольшее перемещение суппорта, мм. |
450 |
|
Наибольшее вертикальное перемещение шлифовальной бабки, мм. |
480 |
|
Размер электромагнитной плиты, мм. |
400 х 800 |
|
Размер рабочего стола, мм. |
406 х 813 |
|
Количество Т-образных пазов рабочего стола |
3 |
|
Ширина Т-образного паза, мм. |
14 |
|
Наибольшая масса устанавливаемой заготовки (вместе с приспособлением или электромагнитной плитой), кг. |
500 |
|
Наибольшее расстояние от зеркала стола от оси шпинделя, мм. |
560 |
|
Скорость продольного перемещения стола (бесступенчатое регулирование), м./мин. |
7 - 23 |
|
Автоматическая поперечная подача суппорта на каждый ход стола, мм. |
0,1 - 8 |
|
Ускоренная подача суппорта, м./мин. |
990 |
|
Цена деления лимба маховика поперечного перемещения суппорта, мм. |
0,02 |
|
Перемещение суппорта на оборот маховика, мм. |
5 |
|
Размеры шлифовального круга (D x H x d), мм. |
350 х 40 х127 |
|
Автоматическая подача вертикального перемещения шлифовальной головки, мм. |
0,005 / 0,01 / 0,02 / 0,03 / 0,04 / 0,05 |
|
Ускоренная подача вертикального перемещения шлифовальной головки , м./мин. |
240 |
|
Цена деления лимба маховика вертикального перемещения шлифовальной головки, мм. |
0,005 |
|
Перемещение шлифовальной головки на оборот маховика, мм. |
1 |
|
Напряжение питания, В |
380 |
|
Мощность привода главного движения, кВт |
5,5 |
|
Мощность привода гидростанции, кВт |
2,2 |
|
Мощность привода вертикального перемещения шлифовальной головки, кВт |
0,5 |
|
Мощность привода поперечного перемещения суппорта, кВт |
0,04 |
|
Мощность насоса системы подачи охлаждающей жидкости, кВт |
0,125 |
|
Точностные параметры – в соответствии со стандартом GB/T4022.1-2021 |
|
|
Радиальное биение торца шлифовального шпинделя, мм. |
0,005 |
|
Осевое биение шлифовального шпинделя, мм. |
0,005 |
|
Параллельность верхней обработанной поверхности образца его основанию в продольном сечении, мм. |
0,005 / 300 |
|
Габаритные размеры (LxBxH), мм. |
2630 х 2400 х 1890 (в упаковке 2900 х 2300 х 2150) |
|
Масса, кг. |
3500 (в упаковке 3800) |
- Станок в сборе:
- Система цифровой индикации;
- Плита электромагнитная;
- Система подачи и очистки СОЖ с магнитным сепаратором;
- Гидростанция;
- Система смазки;
- Электрошкаф и пульт управления;
- Фланцы шлифовального круга (один фланец в комплекте со шлифовальным кругом установлен на станке, второй находится в ящике с инструментом);
- Комплект регулируемых опор для установки станка;
- Приспособление для балансировки шлифовального круга;
- Оправка для статической балансировки шлифкруга;
- Приспособление для правки круга в комплекте с алмазным карандашом;
- Комплект инструмента для обслуживания станка;
- Руководство по эксплуатации на русском языке.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Система подачи и очистки СОЖ с магнитным сепаратором и бумажным фильтром;
- Механизм правки периферии шлифовального круга с алмазом в оправе;
- Комплект масел и СОЖ;
- Пылесос.
 JWL-1220 Настольный токарный станок
JWL-1220 Настольный токарный станок
- Устойчивые против скручивания передняя и задняя бабки изготовлены из серого чугуна и обеспечивают долговечную работу станка;
- Простая и точная фиксация опоры для ручного токарного инструмента с помощью быстрозажимного рычага;
- Электродвигатель предназначен для непрерывной работы, с использованием 6 скоростей от 400 до 3300 об/мин для достижения высокого качества обработки;
- Быстрая перестановка ремней с фиксацией ручкой на передней стороне станка;
- Резиновые ножки станка препятствуют его смещению во время работы;
- 50-мм ход пиноли задней бабки.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 510 |
| Максимальная длина обрабатываемой заготовки, мм. | 510 |
| Максимальный диаметр обработки на планшайбе, мм. | 305 |
| Количество скоростей вращения шпинделя | 6 |
| Частота вращения шпинделя (лей), об/мин | 400, 700, 1000, 1500, 2200, 3300 |
| Конус шпинделя | МК 2 |
| Конец шпинделя | 1" х 8 TPI (М33х3,5) |
| Диаметр планшайбы, мм. | 75 |
| Шаг деления планшайбы | 24 х 15 град. |
| Конус пиноли задней бабки | МК 2 |
| Диаметр пиноли, мм. | 9 |
| Ход пиноли, мм. | 50 |
| Длина подручника, мм | 150; 250 |
| Мощность привода главного движения, кВт | 0,55 |
| Напряжение питания, В | 220 |
| Габаритные размеры (LxBxH), мм. | 810 х 300 х 390 |
| Масса, кг. | 45 |
- Станок в сборе;
- Подручники 150 мм, 250 мм;
- Вращающийся упорный центр;
- Адаптер 1\ х 8 TPI (М33х3,5)
 ИВ 3429П Машина гибочная
ИВ 3429П Машина гибочная
- Оснащен электронным блоком управления с возможностью программирования угла гиба. Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» - по заданной программе последовательных гибов - 8 программ до 8 гибов в каждой программе. Точность выполнения угла гиба 0,3-0,5 градуса;
- По просьбе заказчика может быть установлен частотный привод, дающий возможность регулировать скорость гиба (8 ступеней скорости). Наличие частотного привода дает следующие преимущества: Плавность начала и конца гибки, более точная отработка угла гиба за счет перехода на «ползучую» скорость, безударное трогание и останов двигателя;
- Наличие гибочных штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине;
- При гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%;
- Прилагается комплект роликов и дорнов, обеспечивающих гибку труб разных диаметров;
- По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей;
- Простота и надежность конструкции механического привода легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупным, так и мелкими партиями.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Наружный диаметр изгибаемых труб, мм. (дюйм) | 76(max); 25(min) |
| Толщина стенок изгибаемых труб, мм. | 4 |
| Максимальный радиус гиба, мм. | 320 |
| Минимальный радиус гиба, град. | 38/1,5 диаметра изгиба трубы |
| Высота оси гиба над уровнем пола, мм | 970 |
| Частота вращения гибочного инструмента, об/мин. | 2,5-5,8 |
| Максимальный угол гиба, град. | 210 |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения электродвигателя, об/мин | 1000 |
| Расстояние от оси центра гибочного ролика до места превышения конца оправки, мм | 3000 |
| Габаритные размеры (LxBxH), мм. | 3700 x 1140 x 1160 |
| Масса, кг. | 1550 |
-Машина трубогибочная с механическим приводом - 1 шт.
-Ролик 3/4 - 1шт.
-Руководство по эксплуатации. - 1 шт.
Поставляется по требованию заказчика за отдельную плату к станку ИВ3429П
Стандартный комплект инструмента:
Ролик 1
Ролик 1¼
Ролик 1½
Ролик 2
Ролик 2½
Дополнительный комплект инструмента (для изготавления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы)
Рама
Редуктор
Механизм гибки и зажима
Механизм поджима
Механизм выдергивания дорна
Штанга разметочная
Комплект инструмента
Ограждение
Электрооборудование
Электрошкаф
Электропанель
Пульт управления
Червяк ИВ3429-21-419
Колесо ИВ3429-21-050
Шестерня ИВ3429-21-415
Колесо ИВ3429-21-401
 S315TGI Станок долбежный
S315TGI Станок долбежный
- Универсальность, доступность для переналадки, возможность установки крупных и тяжелых обрабатываемых деталей, возможность оснащения приспособлениями для протягивания наружных поверхностей обеспечивают этому станку широкое применение на предприятиях с большой номенклатурой выпускаемых изделий;
- Прочная конструкция из серого чугуна;
- Двигатель рассчитан на продолжительное время работы;
- Автоматическая остановка инструмента;
- Регулируемая скорость ходов в минуту посредством частотной модуляции;
- Дисплей отображения количество ходов в минуту;
- Ручки для регулировки движения стола влево/вправо и вперёд/назад;
- Закрытое основание с приёмным отделением.
Областью применения долбежных станков S 315TGI является мелкосерийное и единичное производство
предприятий машиностроения, ремонтных предприятий и мастерских.
Вертикальные долбежные станки предназначены для изготовления различных видов каналов, шпоночных пазов,
обработки зубьев неответственных зубчатых колес путем копирования профиля режущего инструмента и др.

Обработка происходит долблением путем поступательного движения резца. Обрабатываемые поверхности должны быть
проходными для обеспечения хотя бы минимального выхода для режущего инструмента.
Работа на долбежном станке не требует специальной подготовки.
Необходимо, чтобы оператор имел базовые знания по металлообработке, и учитывать данные прилагаемой таблицы
для режимов резания различных материалов.
Основные узлы станка
Промежуточная каретка

Ее основное назначение – соединение посредством двух взаимно перпендикулярных направляющих станины и стола
машины. С помощью направляющей станины промежуточная каретка вместе с узлами, находящимися на них,
перемещаются в направлении от работника к машине (поперечно), а по другой направляющей перемещается стол
продольно. Продольное движение осуществляется только вручную с помощью маховика, а поперечное – вручную или
автоматически с помощью распределительной коробки. Автоматическое движение производится только в направлении
от работника к машине.
Вращающийся стол
Диаметр стола серии S315TGI – 450 мм. Стол установлен на продольный стол долбежного
станка, который еще называют основанием вращающегося стола. С нижней стороны вращающегося стола есть 24
(через 15°) закаленных втулки с конусным отверстием. При вращении стола они обеспечивают точное
позиционирование стола в заданном положении (так называемое прямое деление). Таким образом обеспечивается
точный и быстрый способ обработки шлицевых втулок с наиболее часто встречающимся количеством шлицев, а
именно, 2, 3, 4, 6, 8, 12 и 24.
Долбежная головка
 Ее назначение – держать салазки с резцедержателем, которые совершают возвратно-поступательные движения. Посредством своих направляющих она обеспечивает их надежное и без зазорное ведение при движении. Рабочий ход салазок можно настроить от 0 до 320 мм. Кроме настройки размера хода салазки с держателем инструмента можно настроить и по высоте в отношении головки машины, это необходимо делать для обеспечения необходимого положения инструмента и обрабатываемой детали. Головка крепится к корпусу станка с помощью 4 специальных болтов М16, головки которых могут перемещаться в ее ”Т”- образном канале. Это позволяет поворачивать ее для обработки каналов под углом до 45 градусов.
Ее назначение – держать салазки с резцедержателем, которые совершают возвратно-поступательные движения. Посредством своих направляющих она обеспечивает их надежное и без зазорное ведение при движении. Рабочий ход салазок можно настроить от 0 до 320 мм. Кроме настройки размера хода салазки с держателем инструмента можно настроить и по высоте в отношении головки машины, это необходимо делать для обеспечения необходимого положения инструмента и обрабатываемой детали. Головка крепится к корпусу станка с помощью 4 специальных болтов М16, головки которых могут перемещаться в ее ”Т”- образном канале. Это позволяет поворачивать ее для обработки каналов под углом до 45 градусов.
Пульт управления
 Управление долбежным станком осуществляется от простого пульта управления.
Управление долбежным станком осуществляется от простого пульта управления.
Нажатием кнопки START салазки с держателем инструмента приводятся в действие.
При нажатии кнопки STOP машина останавливается.
Скорость движения регулируется частотным преобразователем путем нажатия и удерживания синих кнопок "+" и "-". Текущая скорость появляется на дисплее.
С помощью черных кнопок осуществляется наладка станка, при нажатии на одну из них салазки с держателем инструмента перемещаются в соответствующем направлении, пока эта кнопка находится в нажатом положении.
Система смазки
 На долбежных станках S 315TGI установлена автоматическая станция смазки резцовых салазок. Агрегат смазки установлен с правой стороны корпуса, над электрическим щитком. Он вибрационного типа, автоматический и настраивается на различные периоды простоя и работы. С включением машины включается и система смазки. По пластмассовой трубке масло поступает к распределителю, который установлен на задней стенке головки. Далее через трубки масло подается в зону перемещения салазок с держателем инструмента. К документам на станок прилагается руководство по работе и настройке смазочного агрегата.
На долбежных станках S 315TGI установлена автоматическая станция смазки резцовых салазок. Агрегат смазки установлен с правой стороны корпуса, над электрическим щитком. Он вибрационного типа, автоматический и настраивается на различные периоды простоя и работы. С включением машины включается и система смазки. По пластмассовой трубке масло поступает к распределителю, который установлен на задней стенке головки. Далее через трубки масло подается в зону перемещения салазок с держателем инструмента. К документам на станок прилагается руководство по работе и настройке смазочного агрегата.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Рабочий ход долбяка, мм. | 0-315 |
| Расстояние от плоскости стола до нижней поверхности направляющих долбяка, мм. | 510 |
| Скорость долбяка под нагрузкой, дв.ходов в мин. | 17-60 |
| Регулировка инструмента по высоте, мм | 235 |
| Угол поворота вертикальной фрезерной головки в продольной плоскости, град. | 45 |
| Диаметр стола, мм. | 450(отв. 80мм) |
| Наибольшее продольное перемещение стола, мм. | 265 |
| Поперечный ход стола, мм. | 200 |
| Мощность привода главного движения, кВт | 4 |
| Расстояние от инструмента до колонны | 460 |
| Количество Т-образных пазов | 24 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1000х1600х2250(1150х1800х2450 в упаковке) |
| Масса, кг. | 1310 |
- Станок в сборе;
- Автоматическая cмазочная система;
- Местное освещение низкого напряжения;
- Комплект монтажного инструмента;
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Система охлаждения;
- Цифровой вывод считываемых данных с 2-х осей;
- Цифровой вывод считываемых данных к поворотному столу;
- Регулировщик частоты с векторной величиной;
- Комплект долбяков (4, 5, 6, 8, 10, 12 мм).
 Ножницы гильотинные") СТД-9АН (6х2500) Ножницы гильотинные
СТД-9АН (6х2500) Ножницы гильотинные
- резка металла осуществляется путем автоматической установки нужной величины зазора между ножами и усилия прижима пропорционально усилию резания в зависимости от толщины разрезаемого материала;
- предназначены для работы в помещениях с глухозаземленной нейтралью и трехфазной сетью напряжением 380Вт. При установке механизм должен быть надежно заземлен;
- механизм имеет единичные и автоматические ходы;
- работа на механизме может осуществляться при помощи пульта управления или при помощи переносной педали;
- наличие надежной системы защиты от травматизма;
- разрезание листов производится с использование заднего упора, а также по разметке.
Механизм с наклонным ножом устанавливается на фундаменте с бетонной площадкой и заделанными в него фундаментными болтами. Глубина закладки фундамента принимается в зависимости от грунта, но не менее 600 мм. Фундаментные болты и другие крепежные детали в комплект поставки не входят. При установке механизма должны быть выдержаны расстояния до расположенного рядом оборудования и стен, согласно существующим нормам. Горизонтальность установки ножниц на фундаменте выдерживается с помощью клиньев и проверяется уровнем, установленным на столе. Точность горизонтальной установки в поперечном и горизонтальном направлении должна быть не более 0,15мм на длине 1000мм. При эксплуатации горизонтальность проверяется не реже одного раза в месяц.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Размер разрезаемого металла (L x B), мм. | 2500 х 6 |
| Частота ходов ножа в минуту (не менее) | 50 |
| Ход ножа, мм. | 70 |
| Максимальный угол наклона подвижного ножа, град. | 1,2 |
| Номинальное усилие прижимной балки, кгс. | 700 |
| Максимальная ширина полосы, отрезаемой по заднему упору, мм. | 500 |
| Расстояние от уровня пола до верхней кромки нижнего ножа, мм. | 800 |
| Тип электродвигателя | АИРСМ132S6УЗ |
| Мощность привода главного движения, кВт | 8,5 |
| Число оборотов электродвигателя, об/мин | 930 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 3400 х 1392 х 1390 |
| Масса, кг. |
-Фиксатор балки ножевой НКЛ4/2500.95.001 - 2шт.
-Ножницы кривошипные листовые с наклонным ножом СТД9АН.4х2500.00.000РЭ -1шт.
-Руководство по эксплуатации - 1шт.
-Пульт управления к гильотинным ножницам.Паспорт - 1шт.
- Установка гильотинных ножниц СТД-9АН
- Сертификат соответствия
 МА4134 Молот ковочный
МА4134 Молот ковочный
Главными достоинствами молота модели МА 4134А являются:
- высокие энергетические качества
- совершенная управляемость молота
- точная регулировка энергии удара бабы
- доступность работы на молоте с трех сторон
- простота ухода за молотом
Молота модели МА 4134А перевозятся в транспортном положении лежа, на деревянных брусьях. Шабот поставляется отдельно, он упаковывается в деревянный ящик. В ящике с шаботом дополнительно находится ЗиП, насос «ILC» серии СМЕ, электрошкаф. Основное климатическое исполнение молота УХЛ 4 по ГОСТ 15151-69.
Молота ковочные модели МА4134А соответствуют ГОСТ 12.2.017-93; ГОСТ 12.2.017.2-89 и техническим условиям ТУ 3825-001-81244053-2010.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Номинальный вес падающих частей, кг | 250 |
| Число ударов бойка в минуту | 162 |
| Энергия удара, не менее, кгс*м | 645 |
| Расстояние от оси бабы до станины (вылет), мм | 420 ± 10 |
| Высота рабочей зоны в свету, мм | 420 ± 10 |
| Длина зеркала бойков, мм: | 220 |
| Ширина зеркала бойков, мм | 90 |
| Расстояние от зеркала нижнего бойка до уровня пола, мм | 750 ± 20 |
| Диаметр цилиндра компрессора, мм | 400 |
| Ход поршня компрессора | 340 |
| Ход бабы (наибольший), мм | 550 |
| Мощность электродвигателя, кВт | 22 |
| Оптимальное проковываемое сечение заготовки квадратной стороны (мм) | 90 |
| Оптимальное проковываемое сечение заготовки, круглой-диаметром (мм) | 105 |
| Габаритные размеры (LxBxH), мм. | 2710 x 1200 x 2600 |
| Масса, кг. |
") S200TGI Станок долбежный (S 200TGI)
S200TGI Станок долбежный (S 200TGI)
- Универсальность, доступность для переналадки, возможность установки крупных и тяжелых обрабатываемых деталей, возможность оснащения приспособлениями для протягивания наружных поверхностей обеспечивают этому станку широкое применение на предприятиях с большой номенклатурой выпускаемых изделий;
- Прочная конструкция из серого чугуна;
- Двигатель рассчитан на продолжительное время работы;
- Автоматическая остановка инструмента;
- Регулируемая скорость ходов в минуту посредством частотной модуляции;
- Дисплей отображения количество ходов в минуту;
- Автоматический цикл поперечной подачи от 0.01 до 0.3 мм/ход;
- Ручки для регулировки движения стола влево/вправо и вперёд/назад;
- Закрытое основание с приёмным отделением.
Областью применения долбежных станков S200TGI является мелкосерийное и единичное производство
предприятий машиностроения, ремонтных предприятий и мастерских.
Вертикальные долбежные станки предназначены для изготовления различных видов каналов, шпоночных пазов,
обработки зубьев неответственных зубчатых колес путем копирования профиля режущего инструмента и др.
Обработка происходит долблением путем поступательного движения резца. Обрабатываемые поверхности должны быть
проходными для обеспечения хотя бы минимального выхода для режущего инструмента.
Работа на долбежном станке не требует специальной подготовки.
Необходимо, чтобы оператор имел базовые знания по металлообработке, и учитывать данные прилагаемой таблицы
для режимов резания различных материалов.
Основные узлы станка
Промежуточная каретка
Ее основное назначение – соединение посредством двух взаимно перпендикулярных направляющих станины и стола
машины. С помощью направляющей станины промежуточная каретка вместе с узлами, находящимися на них,
перемещаются в направлении от работника к машине (поперечно), а по другой направляющей перемещается стол
продольно. Продольное движение осуществляется только вручную с помощью маховика, а поперечное – вручную или
автоматически с помощью распределительной коробки. Автоматическое движение производится только в направлении
от работника к машине.
Вращающийся стол
Диаметр стола серии S200TGI – 315 мм. Стол установлен на продольный стол долбежного
станка, который еще называют основанием вращающегося стола. С нижней стороны вращающегося стола есть 24
(через 15°) закаленных втулки с конусным отверстием. При вращении стола они обеспечивают точное
позиционирование стола в заданном положении (так называемое прямое деление). Таким образом обеспечивается
точный и быстрый способ обработки шлицевых втулок с наиболее часто встречающимся количеством шлицев, а
именно, 2, 3, 4, 6, 8, 12 и 24.
Долбежная головка
Ее назначение – держать салазки с резцедержателем, которые совершают возвратно-поступательные движения. Посредством своих направляющих она обеспечивает их надежное и без зазорное ведение при движении. Рабочий ход салазок можно настроить от 0 до 205 мм. Кроме настройки размера хода салазки с держателем инструмента можно настроить и по высоте в отношении головки машины, это необходимо делать для обеспечения необходимого положения инструмента и обрабатываемой детали. Головка крепится к корпусу станка с помощью 4 специальных болтов М16, головки которых могут перемещаться в ее ”Т”- образном канале. Это позволяет поворачивать ее для обработки каналов под углом до 45 градусов.
Пульт управления
Управление долбежным станком осуществляется от простого пульта управления.
Нажатием кнопки START салазки с держателем инструмента приводятся в действие.
При нажатии кнопки STOP машина останавливается.
Скорость движения регулируется частотным преобразователем путем нажатия и удерживания синих кнопок "+" и "-". Текущая скорость появляется на дисплее.
С помощью черных кнопок осуществляется наладка станка, при нажатии на одну из них салазки с держателем инструмента перемещаются в соответствующем направлении, пока эта кнопка находится в нажатом положении.
Система смазки
На долбежных станках S200TGI установлена автоматическая станция смазки резцовых салазок. Агрегат смазки установлен с правой стороны корпуса, над электрическим щитком. Он вибрационного типа, автоматический и настраивается на различные периоды простоя и работы. С включением машины включается и система смазки. По пластмассовой трубке масло поступает к распределителю, который установлен на задней стенке головки. Далее через трубки масло подается в зону перемещения салазок с держателем инструмента. К документам на станок прилагается руководство по работе и настройке смазочного агрегата.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Рабочий ход долбяка, мм. | 0 - 200 |
| Расстояние от плоскости стола до нижней поверхности направляющих долбяка, мм. | 390 |
| Расстояние от наружней пов-ти резцовой головки до внутренней пов-ти станины, мм. | 380 |
| Скорость долбяка под нагрузкой, дв.ходов в мин. | 17-60 |
| Регулировка инструмента по высоте, мм | 200 |
| Угол поворота вертикальной фрезерной головки в продольной плоскости, град. | 45 |
| Размер рабочей поверхности стола, мм. | 300 х 600 |
| Диаметр стола, мм. | 315 (отв.32 мм) |
| Наибольшее продольное перемещение стола, мм. | 250 |
| Поперечный ход стола, мм. | 200 |
| Количество фиксированных положений стола | 24 |
| Мощность привода главного движения, кВт | 4 |
| Расстояние от инструмента до колонны | 350 |
| Количество Т-образных пазов | 24 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 840 х 1450 х 1850 (1100х1500х2050 в упаковке) |
| Масса, кг. | 875 |
- Станок в сборе;
- Автоматическая cмазочная система;
- Местное освещение низкого напряжения;
- Комплект монтажного инструмента;
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Система охлаждения;
- Цифровой вывод считываемых данных с 2-х осей;
- Цифровой вывод считываемых данных к поворотному столу;
- Регулировщик частоты с векторной величиной;
- Комплект долбяков (4, 5, 6, 8, 10, 12 мм).
 ВЗ-681Ф4 Резьбошлифовальный полуавтомат с ЧПУ
ВЗ-681Ф4 Резьбошлифовальный полуавтомат с ЧПУ
В качестве шлифовальных кругов применяются абразивные электрокорундовые круги, профилируемые непосредственно на полуавтомате.
Система ЧПУ
 Устройство ЧПУ SINUMERIK 840DSL обеспечивает высокое качество управления, надежную и бесперебойную работу. Решает множество расчетных задач, управляет любым движением с использованием интерполяции. Память системы позволяет хранить большое количество характеристик, параметров обрабатываемых изделий, режимов обработки. Мощная система диагностики и визуализации позволяет в полноэкранном виде выводить на дисплей сообщения и параметры, необходимые оператору для контроля процесса шлифования и состояния приводов. В качестве приводов используются цифровые приводы серии SINAMICS S120.
Устройство ЧПУ SINUMERIK 840DSL обеспечивает высокое качество управления, надежную и бесперебойную работу. Решает множество расчетных задач, управляет любым движением с использованием интерполяции. Память системы позволяет хранить большое количество характеристик, параметров обрабатываемых изделий, режимов обработки. Мощная система диагностики и визуализации позволяет в полноэкранном виде выводить на дисплей сообщения и параметры, необходимые оператору для контроля процесса шлифования и состояния приводов. В качестве приводов используются цифровые приводы серии SINAMICS S120.
Компоновка полуавтомата, его конструктивные особенности
Полуавтомат выполнен в горизонтальной компоновке. Станина служит основанием, на котором монтируются основные сборочные единицы полуавтомата. На станине спереди установлен подвижный в продольном направлении стол (ось X), на котором установлена бабка изделия (ось А) с обрабатываемой заготовкой, задняя бабка и механизм правки шлифовального круга. В задней части станины установлена каретка поперечная (ось Z), на которой монтируется редуктор поворота шлифовальной бабки (ось С). Рабочая зона полностью закрыта ограждением кабинетного типа с раздвижными и монтажными дверцами.
|
Бабка изделия (ось А) |
|
Конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота, надежность и долговечность. |
|
Стол (ось Х) |
|
Перемещения по оси X осуществляются от синхронных электродвигателей через беззазорный шариковинтовой привод по замкнутым с предварительным натягом направляющим качения со встроенной измерительной системой. |
|
Поперечная каретка (ось Z) |
 Шпиндель вращается от встроенного кругового высокомоментного синхронного электродвигателя. Датчик измерения угла поворота с точностью ±8’’ установлен непосредственно на шпинделе (конечное звено). Шпиндель смонтирован на специальном прецизионном упорно-радиальном подшипнике.
Шпиндель вращается от встроенного кругового высокомоментного синхронного электродвигателя. Датчик измерения угла поворота с точностью ±8’’ установлен непосредственно на шпинделе (конечное звено). Шпиндель смонтирован на специальном прецизионном упорно-радиальном подшипнике.Перемещение по оси Z осуществляется от линейного двигателя по замкнутым с предварительным натягом направляющим со встроенной измерительной системой.
|
Поворот бабки шлифовальной (ось С) |
|
Поворот бабки шлифовальной осуществляется от синхронного электродвигателя через редуктор. Угол поворота контролируется прецизионным датчиком, который установлен непосредственно на оси поворота. |
|
Головка шлифовальная |
|
Встроенный электродвигатель, прецизионные (дуплексные с предварительным натягом) подшипники. Применение частотного преобразователя позволяет бесступенчато регулировать скорость вращения электродвигателя. |
|
Механизм правки шлифовального круга |
|
Фасонная правка шлифовального круга осуществляется алмазным роликом в автоматическом режиме с автоматической компенсацией износа шлифовального круга. |
|
Система подачи и очистки СОЖ |
|
Система очистки СОЖ выполнена с применением сепаратора барабанного типа DF-360, что обеспечивает эффективную очистку СОЖ на масляной основе. |
|
Система отсоса аэрозолей |
|
Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает гигиенические нормы при работе полуавтомата.
|
|
Система смазки |
|
Смазка шариковинтовых передач автоматическая централизованная. |


|
|
Технические данные полуавтомата
|
Технологические данные полуавтомата |
|
|
Наибольший диаметр заготовки, мм |
200 |
|
Наибольшая длина заготовки (расстояние между центрами), мм |
360 |
|
Наибольший угол подъема винтовой линии шлифуемой резьбы по среднему диаметру (правой и левой), град. |
±15 |
|
Шаг шлифуемой резьбы: - метрический - дюймовый, число ниток на 1” Величина затыловочного перемещения шлифовальной бабки: - наибольшая, мм - наименьшая, мм |
0,25 28-11
2,5 0,02 |
|
Наибольший диаметр устанавливаемого шлифовального круга, мм |
400 |
|
Частота вращения шлифовального круга, об/мин |
1500…2800 |
|
Наибольшие рабочие перемещения по управляемым осям координат: |
|
|
продольного стола с заготовкой (ось Х), мм |
600 |
|
поперечного шлифовального круга (ось Z) |
300 |
|
поворот шпинделя бабки изделия (ось А), град. |
не ограничен |
|
поворот шлифовальной бабки (ось С), град. |
±30 |
|
Наибольшие рабочие подачи по управляемым осям координат: |
|
|
оси Х, Z м/мин |
10 |
|
ось A, об/мин |
50 |
|
ось C, об/мин |
2 |
|
Дискретность задания перемещений по осям координат: |
|
|
линейных, мм |
0,001 |
|
круговых, град. |
0,001 |
|
Мощность электродвигателя главного движения, кВт |
8 |
|
Род тока питающей сети |
перем. 3-фазный |
|
Напряжение, В |
380±38 |
|
Частота тока, Гц |
50±1 |
|
Габаритные размеры (ДхШхВ), мм |
3000х2600х2350* |
|
Масса, кг |
6000 |
* параметры уточняются при согласовании Технического задания на поставку.
Механизм правки шлифовального круга (с алмазным роликом)
Комплект оснастки для крепления и установки деталей:
- поводковые устройства для метчиков и метчиков-протяжек (7 шт.);
- оправка для ролика;
- патрон цанговый ВЗ-531Ф4.95.012 (ER-32);
- бабка задняя ВЗ-531Ф4.90.011;
- шомпол ВЗ-670Ф4.90.050;
- приспособление для балансировки шлифовальных кругов модели 3Е70.П01-04
Расходные материалы:
- ткань фильтровальная, 1000 п/метров;
- круги шлифовальные ф.ТИРОЛИТ марки 1 400х8х20389A320J3V111 – 10 шт., 1 400х8х203 89A400K4V111 – 10 шт.
Центра, полуцентра
Комплект оправок для крепления шлифовальных кругов
Комплект специального инструмента
Комплект запасных частей
Система подачи и очистки СОЖ
Система отсоса аэрозоли
Комплект запасных частей
Комплект эксплуатационной (технической) документации: руководство по эксплуатации; руководство по эксплуатации электрооборудования.
Упаковка
Система подготовки управляющих программ (СПУП):
- метчики
- червяки
- резьбы
- ролики
 МС-8+ Сверлильная машина на электромагнитном основании
МС-8+ Сверлильная машина на электромагнитном основании
- Компактная жесткая конструкция, обеспечивающая точность выполнения отверстий (до девятого квалитета);
- Высокая энерговооруженность;
- Большая сила притяжения электромагнитного основания;
- Возможность сверление отверстий внахлест;
- Возможность выполнения отверстий в трубах;
- Интегрированная система подачи СОЖ;
- Электронная система плавного пуска;
- Электронная система стабилизации скорости и крутящего момента;
- Система контроля перегрузки;
- Гарантированная бесперебойная работа в температурном диапазоне от -30 до +40°С;
- Новое поколение «умных» электромагнитов, помимо огромной силы притяжения, обладает следующими возможностями:
- контроль поверхности перед пуском машины (в случае недостаточной силы притяжения машина не запустится) МРАС;
- автоматическая установка оптимальной силы магнитного притяжения основания в зависимости от нагрузки на шпинделе LTM;
- контроль отрыва основания и автоматическое отключение машины;
- специальная технология MFSC, обеспечивающая максимальное сцепление с тонкими, неровными и загрязненными поверхностями.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Максимальный диаметр сверления кольцевой фрезой, мм | 110 |
| Максимальный диаметр сверления спиральным сверлом, мм | 32 |
| Максимальный диаметр зенкерования, мм | 50 |
| Диапазон нарезаемой резьбы | до М24 |
| Шпиндель | KM3/19мм Weldon |
| Количество скоростей вращения шпинделя | 2 |
| Диапазон частот вращения шпинделя, об./мин. | 40 - 140; 120 - 480 |
| Наибольшее перемещение шпиндельной головки, мм. | 242 |
| Расстояние от оси шпинделя до колонны, мм. | 57 |
| Размер основания, мм | 110 х 220 х 57 |
| Мощность привода главного движения, кВт | 1,86 |
| Напряжение питания, В | 220 |
| Габаритные размеры (LxBxH), мм. | 288 х 365 х 511-753 |
| Масса, кг. | 28,5 |
- Машина сверлильная;
- Набор ключей;
- Баллон для СОЖ;
- Страховочная цепь (ремень);
- Патрон для кольцевых фрез;
- Пенал для хранения;
- Инструкция по эксплуатации;
- Эргономический металлический ящик для хранения.
 МС-76
МС-76
Работает в двух диапазонах скоростей с возможностью плавной регулировки.
Имеет уникальную электронную систему стабилизации скорости (ESSS), которая учитывает рабочую нагрузку на шпиндель.
- увеличенная точность и жесткость за счет моноблочной конструкции редуктор-суппорт
- саморегулирующиеся направляющие исключающие появление люфта. ЗАПАТЕНТОВАНО.
- заменяемый шлицевой хвостовик ротора.Исключает дорогостоящую замену ротора при износе.
- мощный привод с высоким крутящим моментом
- энергосберегающее электромагнитное основание (ESB) с увеличенной силой притяжения к неровным поверхностям (система MFSC)
- система контроля силы притяжения (MPAC)
- система защиты от перегрузки
Посадочное гнездо шпинделя – Конус Морзе 3.
| Мощность, Вт | 1800 |
| Напряж/частота тока, В/Гц | 220/50 |
| Шпиндель | KM3/19мм Weldon |
| Кол-во скоростей | 2 |
| Частота вращения, обмин | 80-160/210-420 |
| Диаметр сверления кольцевой фрезой, макс.мм | 95 |
| Диаметр сверления спиральным сверлом, макс.мм | 32 |
| Зенкерование, мм | 65 |
| Диам.нарез. резьбы, макс.мм | M24 |
| Размеры основания, мм | 110х220х56 |
| Высота макс/мин, мм | 779/554 |
| Рабочий ход, мм | 225 |
| Масса, кг | 26.9 |
| Расстояние от оси шпинделя до основания | 56 |
Стандартный комплект поставки включает в себя:
- набор ключей
- баллон для СОЖ
- страховочную цепь (ремень)
- патрон для кольцевых фрез
- пенал для хранения
- инструкция по эксплуатации
 ВЗ-678Ф4 Резьбошлифовальный полуавтомат с ЧПУ
ВЗ-678Ф4 Резьбошлифовальный полуавтомат с ЧПУ
В качестве шлифовальных кругов применяются однониточные абразивные электрокорундовые круги, профилируемые непосредственно на полуавтомате. При необходимости могут применяться специальные профильные шлифовальные круги с зерном из кубического нитрида бора.
Шлифование поверхностей на полуавтомате осуществляется по управляющей программе, которая может быть разработана Покупателем или сформирована системой подготовки управляющих программ ОАО завод «ВИЗАС». Необходимые дополнительные системы подготовки управляющих программ для шлифования винтовых поверхностей на полуавтомате заказываются отдельно.
Система ЧПУ
Устройство ЧПУ SINUMERIK 840DSL обеспечивает высокое качество управления, надежную и бесперебойную работу. Решает множество расчетных задач, управляет любым движением с использованием интерполяции. Память системы позволяет хранить большое количество характеристик, параметров обрабатываемых изделий, режимов обработки. Мощная система диагностики и визуализации позволяет в полноэкранном виде выводить на дисплей сообщения и параметры, необходимые оператору для контроля процесса шлифования и состояния приводов. В качестве приводов используются цифровые приводы серии SINAMICS S120.
Компоновка полуавтомата, его конструктивные особенности
Полуавтомат выполнен в горизонтальной компоновке. Станина служит основанием, на котором монтируются основные сборочные единицы полуавтомата. На станине спереди установлен подвижный в продольном направлении стол (ось X), на котором установлена бабка изделия (ось А) с обрабатываемой заготовкой и гидрофицированная задняя бабка. В задней части станины установлена каретка поперечная (ось Z), на которой монтируется редуктор поворота вертикального суппорта. На шпиндель редуктора поворота, который поворачивается вокруг горизонтальной оси (ось С) крепится вертикальный суппорт (ось Y). На подвижной каретке суппорта установлена бабка шлифовальная и устройство ориентации. На неподвижном основании вертикального суппорта крепится каретка механизма правки (ось U), на которую монтируется механизм правки алмазным роликом. Такое расположение механизма правки обеспечивает высокую эффективность процесса правки (точность и производительность). Рабочая зона полностью закрыта ограждением кабинетного типа с раздвижными и монтажными дверцами.
|
Бабка изделия (ось А) |
|
Шпиндель вращается от встроенного кругового высокомоментного синхронного электродвигателя. Датчик измерения угла поворота с точностью ±2’’ установлен непосредственно на шпинделе (конечное звено). Шпиндель смонтирован на специальном прецизионном упорно-радиальном подшипнике. Конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота, надежность и долговечность.
|
|
Стол (ось Х), вертикальная каретка (Y), поперечная каретка (ось Z), каретка механизма правки (ось U) |
|
|
 Перемещения по осям X,Y,Z и U осуществляются от синхронных электродвигателей через беззазорные шариковинтовые приводы по замкнутым с предварительным натягом направляющим качения с интегрированными в них измерительными системами. Такая конструкция обеспечивает исключительную динамику и высокую точность перемещения. Перемещение на высоких скоростях значительно снижает время установочных перемещений.
Перемещения по осям X,Y,Z и U осуществляются от синхронных электродвигателей через беззазорные шариковинтовые приводы по замкнутым с предварительным натягом направляющим качения с интегрированными в них измерительными системами. Такая конструкция обеспечивает исключительную динамику и высокую точность перемещения. Перемещение на высоких скоростях значительно снижает время установочных перемещений.|
Поворот вертикальной каретки (ось С) |
|
Поворот вертикальной каретки осуществляется от синхронного электродвигателя через редуктор. Угол поворота контролируется прецизионным датчиком, который установлен непосредственно на оси поворота. |
|
Шлифовальный шпиндель |
|
Собран с применением прецизионных дуплексных (с предварительным натягом) подшипников. Применение частотного преобразователя позволяет бесступенчато регулировать скорость вращения приводного асинхронного электродвигателя.
|
|
Механизм правки шлифовального круга |
|
|
 Фасонная правка шлифовального круга осуществляется алмазным роликом в автоматическом режиме с автоматической компенсацией износа шлифовального круга.
Фасонная правка шлифовального круга осуществляется алмазным роликом в автоматическом режиме с автоматической компенсацией износа шлифовального круга.
|
Система ориентации заготовки |
|
Система выполнена на базе трехмерного контактного датчика и посредством координатных перемещений полуавтомата в автоматическом цикле, в соответствии с управляющей программой, осуществляет следующие функции: - осуществляет привязку заготовки (угловую и осевую) к станочной системе координат; - производит окончательное измерение обработанной поверхности. |
|
Механизм автоматической балансировки шлифовального круга |
|
Для достижения максимально высоких показателей качества поверхности и геометрической точности обрабатываемых поверхностей полуавтомат может быть снабжен автоматическим механизмом для тонкой балансировки шлифовального круга, который устанавливается на фланец шлифовального круга. |
|
Система подачи и очистки СОЖ, система отсоса аэрозолей |
|
Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает гигиенические нормы при работе полуавтомата. |
 Система подачи и очистки СОЖ выполнена с применением магнитного сепаратора и лентопротяжного устройства с бумажным фильтром, что обеспечивает эффективную очистку и подачу СОЖ на масляной основе.
Система подачи и очистки СОЖ выполнена с применением магнитного сепаратора и лентопротяжного устройства с бумажным фильтром, что обеспечивает эффективную очистку и подачу СОЖ на масляной основе.
|
Система смазки |
|
Смазка шариковинтовых передач автоматическая централизованная. |
|
Программное обеспечение |
|
Помимо базового программного обеспечения в систему ЧПУ встроена оригинальная система подготовки управляющих программ. Оператору в диалоговом режиме необходимо заполнить таблицу параметров заготовки, указать режимы резания, параметры и размеры шлифовального круга. Система автоматически сформирует управляющую программу для обработки заготовки и правки круга. |
|
Технологические данные полуавтомата |
|
|
Наибольший диаметр заготовки, мм |
350* |
|
Наибольшая длина заготовки, мм |
600* |
|
Наибольшая длина шлифования, мм |
450* |
|
Наибольший угол подъема винтовой линии правой и левой, град. |
30 |
|
Наибольший/наименьший диаметр устанавливаемого шлифовального круга, мм |
350/250 |
|
Диаметр правящего алмазного ролика, мм |
150 |
|
Частота вращения шлифовального круга, об/мин |
1500…2750* |
|
Количество управляемых осей координат |
6 |
|
Наибольшие рабочие перемещения по управляемым осям координат: |
|
|
продольного стола с заготовкой (ось Х), мм |
600 |
|
вертикального шлифовального круга (ось У) |
300 |
|
поперечного шлифовального круга (ось Z) |
300 |
|
каретки механизма правки (ось U) |
70 |
|
поворот шпинделя бабки изделия (ось А), град. |
не ограничен |
|
поворот шлифовальной бабки на угол наклона зуба (ось С), град. |
±30 |
|
Наибольшие рабочие подачи по управляемым осям координат: |
|
|
оси Х, м/мин |
10 |
|
оси Y, Z и U, м/мин |
6 |
|
ось A, об/мин |
300 |
|
ось C, об/мин |
2 |
|
Дискретность задания перемещений по осям координат: |
|
|
линейных, мм |
0,001 |
|
круговых, град. |
0,001 |
|
Точность шлифования винтовых поверхностей по шагу на длине 300мм, мм |
0,005 |
|
Мощность электродвигателя главного движения, кВт |
4 |
|
Род тока питающей сети |
перем. 3-фазный |
|
Напряжение, В |
380±38 |
|
Частота тока, Гц |
50±1 |
|
Габаритные размеры (ДхШхВ), мм |
3000х2600х2350* |
|
Масса, кг |
8000 |
* параметры уточняются при согласовании Технического задания на поставку.
-Ролик шлифовальный алмазный
-Система ориентации заготовки
-Устройство для автоматической балансировки шлифовальных кругов
-Комплект оснастки для крепления заготовок
-Комплект оправок для крепления шлифовальных кругов
-Комплект специального инструмента
-Комплект запасных частей
-Система подачи и очистки СОЖ, магнитным сепаратором и лентопротяжным устройством с бумажным фильтром
-Система отсоса аэрозоли
-Комплект эксплуатационной (технической) документации: руководство по эксплуатации; руководство по эксплуатации электрооборудования; инструкция по управлению с пульта, инструкция по программированию
-Упаковка
 МС-75+
МС-75+
Высокая жесткость конструкции сделала возможным применение мощного привода с крутящим моментом, на 20% превышающим показатели аналогичных зарубежных машин. Имеет привод с бесступенчатой регулировкой частоты вращения. Обладает функцией изменения направления вращения «вправо-влево», что, при использовании резьбонарезных патронов, делает возможным выполнение резьбы до М24.
Имеет комплекс электронных устройств. Выпускается в версии «+», в которой корпус машины имеет возможность поворачиваться относительно закрепленного электромагнитного основания на суммарный угол 30° и смещаться вперед-назад на 20 мм, что значительно облегчает точную установку инструмента.
При работе с данной машиной применим весь инструмент для обработки отверстий.
| Мощность, Вт | 1480 |
| Напряж/частота тока, В/Гц | 220/50 |
| Шпиндель | KM3/19мм Weldon |
| Кол-во скоростей | 2 |
| Частота вращения, обмин | 80-110/160-310 |
| Диаметр сверления кольцевой фрезой, макс.мм | 90 |
| Диаметр сверления спиральным сверлом, макс.мм | 32 |
| Зенкерование, мм | 50 |
| Диам.нарез. резьбы, макс.мм | M24 |
| Размеры основания, мм | 110х220х67 |
| Высота макс/мин, мм | 768/554 |
| Рабочий ход, мм | 214 |
| Масса, кг | 28 |
| Расстояние от оси шпинделя до основания | 51.9 |
Стандартный комплект поставки включает в себя:
- набор ключей
- баллон для СОЖ
- страховочную цепь (ремень)
- патрон для кольцевых фрез
- пенал для хранения
- инструкция по эксплуатации
 ВСН-350NC22 Зубофрезерный полуавтомат
ВСН-350NC22 Зубофрезерный полуавтомат
Полуавтомат выполнен в вертикальной компоновке с подвижной передней стойкой и неподвижным столом. Полуавтомат работает методом обкатки, червячными модульными фрезами. Осевая подача осуществляется перемещением салазок суппорта по вертикальным направляющим передней стойки. Радиальная подача осуществляется перемещением передней стойки по призматическим горизонтальным направляющим станины. Передвижка фрезы осуществляется автоматически, перемещением каретки суппорта по направляющим корпуса суппорта. Величина осевой передвижки задается оператором с пульта управления. Регулировка частоты вращения шпинделя фрезы, величины осевой и радиальной подачи производится бесступенчато, посредством соответствующих регулируемых электроприводов.
Программами циклов обработки обеспечиваются широкие технологические возможности полуавтомата.
Характерными особенностями полуавтомата являются высокая статическая и динамическая жесткость за счет рациональной формы направляющих стойки, каретки суппорта и контрподдержки изделия, увеличенной жесткости основных формоопределяющих узлов. Высокая геометрическая и кинематическая точность полуавтомата достигается и сохраняется в процессе эксплуатации за счет установки шпинделей стола изделия и суппорта фрезы на высокоточных шпиндельных подшипниках качения, а также применения в качестве подпятника шпинделя высокоточного упорного подшипника. В цепях осевой, радиальной и передвижки фрезы установлены беззазорные шариковые передачи винт–гайка качения. Наличие коротких кинематических цепей и установка делительной червячной передачи с переменным шагом обеспечивает минимальную величину бокового зазора в делительной паре, выбираемую при помощи гидромотора. Во время работы каретка суппорта, изделие зажимаются гидравлическими зажимами.
Требуемая частота вращения шпинделя фрезы, а также установочные и рабочие перемещения по координатам Х, Z, У обеспечиваются контроллером S7-300. В качестве приводов по координатам Х, Z и У используются серводвигатели фирмы «SIЕМЕNS».
Поворот суппорта на требуемый угол производится только в наладочном режиме от отдельного электродвигателя с пульта оператора. В наладочном режиме все перемещения узлов осуществляются с пульта оператора. Пульт управления обеспечивает визуализацию процесса обработки и перемещений. Полуавтомат имеет совместную (объединенную) систему смазки и гидравлики. Смазка основных узлов дозированная контролируемая, смазка направляющих периодическая дозированная контролируемая.
Удаление стружки и очистка охлаждающей жидкости от нее производится магнитным транспортером. Комплект электрических блокировок исключает аварийные ситуации.
|
Наименование параметра |
Данные |
|
1 |
2 |
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
500 |
|
Наибольшая длина вертикального перемещения суппорта, мм |
250 |
|
Наибольший модуль обрабатываемых зубчатых колес по ГОСТ 9563-60, мм |
10 |
|
Наибольший угол наклона зубьев обрабатываемых зубчатых колес, град. |
±45 |
|
Наибольший диаметр фрез, мм |
160 |
|
Наибольшая длина фрез, мм |
230 |
|
Размер конуса отверстия фрезерного шпинделя по ГОСТ 15945-82 |
Морзе 5 АТ7 |
|
Расстояние между осями инструмента и стола, мм |
30...350 |
|
Пределы частот вращения шпинделя фрезы, мин-1 |
75...400 |
|
Пределы рабочих подач фрезы, мм/мин |
|
|
- осевая подача |
3...750 |
|
- радиальная подача |
3...600 |
|
Величины быстрых перемещений фрезы, мм/мин |
|
|
- осевое |
750 |
|
- радиальное |
600 |
|
- тангенциальное |
145 |
|
Номинальная мощность привода главного движения, кВт |
18,5 |
|
Габаритные размеры полуавтомата (вместе с отдельно расположенным оборудованием), мм |
|
|
- длина |
3485 |
|
- ширина |
2160 |
|
- высота |
2335 |
|
Масса полуавтомата, кг |
9500 |
|
Постоянство выхода механизма в заданную точку, мкм |
10 |
|
Количество управляемых осей координат |
3 |
|
Количество одновременно управляемых осей координат |
1 |
|
Средства автоматизации: |
|
|
- уборка стружки |
имеется |
|
- гидрозажим заготовки |
имеется |
|
Усилие гидрозажима, кг Наибольшая длина перемещения каретки суппорта вдоль оси фрезы (передвижка), мм, не менее |
1900...4000 170 |
|
Ускоренное перемещение фрезы во всех направлениях |
имеется |
|
Род тока питающей сети |
переменный трёхфазный |
|
Частота тока, Гц |
50 |
|
Напряжение, В |
380 |
|
Количество двигателей на полуавтомате (с электронасосом), шт |
10 |
|
- синхронная частота вращения, мин-1 - мощность, кВт |
3000 18,5 |
|
Электродвигатель вертикальной подачи фрезы - синхронная частота вращения, мин-1 - мощность, кВт |
3000 5,7 |
|
Электродвигатель радиальной подачи - мощность, кВт - синхронная частота вращения, мин-1 |
3,5 3000 |
|
Электродвигатель тангенциальной подачи передвижки - мощность, кВт - синхронная частота вращения, мин-1 |
0,94 3000 |
|
Электродвигатель вращения поворота суппорта - мощность, кВт - синхронная частота вращения, мин-1 |
1,5 1500 |
|
Электродвигатель магнитного транспортера - мощность, кВт - синхронная частота вращения, мин-1 |
0,37 1500 |
|
Электродвигатель насоса охлаждения - мощность, кВт - синхронная частота вращения, мин-1 |
0,75 3000 |
|
Электродвигатель привода насоса гидравлики - мощность, кВт - синхронная частота вращения, мин-1 |
1,5 1500 |
|
Электронасос охлаждения - мощность, кВт. - синхронная частота вращения, мин-1 |
0,018 2700 |
|
Электродвигатель охлаждения электрошкафа - мощность, кВт |
0,064 |
|
Суммарная наибольшая мощность всех электродвигателей |
27,94 |
-
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ (поставляется за отдельную плату):
-
|
Номер проверки по ГОСТ659-89 |
Наименование проверки |
Допуск, мкм |
||
|
2.2.1
|
Плоскостность рабочей поверхности стола (шпинделя изделия) |
20 (выпуклость не допускается |
||
|
2.2.2 |
Постоянство положения оси вращения стола (шпинделя изделия): а) у рабочей поверхности стола; б) на расстоянии L =300 мм |
а) 8 б) 12 |
||
|
2.2.4 |
Параллельность траектории вертикального перемещения инструментального шпинделя оси вращения стола (шпинделя изделия): а) в плоскости, перпендикулярной к направлению перемещения стола (шпинделя изделия) и проходящей через ось вращения стола (шпинделя изделия); б) в плоскости, параллельной перемещению стола (шпинделя изделия) и проходящей через ось вращения стола (шпинделя изделия); |
а) 1 6
б) 20 |
||
|
2.2.5 |
Торцевое биение рабочей поверхности стола (шпинделя изделия) |
12 |
||
|
2.2.6 |
Радиальное биение конического отверстия инструментального шпинделя: а) у торца инструментального шпинделя; б) на расстоянии L =200 мм |
а) 10 б) 1 6 |
||
|
2.2.7 |
Осевое биение инструментального шпинделя |
6 |
||
|
2.2.8 |
Соосность оси отверстия подшипника, поддерживающего конец оправки фрезы, с осью инструментального шпинделя |
20 |
||
|
2.2.10 |
Соосность отверстия подшипника контрподдержки оправки изделия с осью вращения стола (шпинделя изделия): а) в крайнем нижнем положении контрподдержки; б) в крайнем верхнем положении контрподдержки |
а) 1 6 б) 20 |
||
|
3.5.1 3.5.2 3.5.3 |
Точность положения профиля соседних зубьев. Разность соседних окружных шагов, угл. сек. Точность положения профилей зубьев по всей окружности. Накопленная погрешность окружного шага, угл. сек. Точность направления зуба, мкм |
25 80 16 |
||
 53В30П Полуавтомат зубофрезерный
53В30П Полуавтомат зубофрезерный
На станке можно производить получистовую обработку зубьев под последующее шевингование и окончательную обработку.
Кинематическая точность станка обеспечивает обработку зубчатых колес 6-7-й степени точности по ГОСТ 1643-81.
Полуавтомат вертикальной компоновки выполнен с подвижным по горизонтальным направляющим столом. Перемещение салазок суппорта по вертикальным направляющим передней стойки обеспечивает осевую подачу. Направляющие салазок суппорта и верхнего центра выполнены охватываемыми, направляющие стола широко расставлены, задняя стойка ужесточена, что обеспечивает высокую жесткость несущей системы.
Для повышения крутильной жесткости и точности кинематических цепей главный двигатель установлен на передней стойке, дифференциал выполнен из цилиндрических колес, делительная пара имеет увеличенное (72) число зубьев. Делительная пара, шпиндели изделия и инструмента установлены на прецизионных высокоточных подшипниках качения. В качестве подпятника шпинделя изделия служит высокоточный упорный шарикоподшипник.
Направление подачи может быть встречным и попутным, выборка люфта в винте осевых подач производится автоматически.
В шпинделе стола вмонтирован гидроцилиндр зажима заготовок. С целью использования всей длины режущих кромок червячной фрезы предусмотрено ее периодическое перемещение вдоль оси (шифтинг).
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Наибольший наружний диаметр нарезаемого колеса, мм. | 320 (минимальный 20) |
| Наибольший модуль обрабатываемых зубчатых колес, мм, | 6 (минимальный 1) |
| Наибольший угол наклона нарезаемых зубьев, град. | 60 |
| Наибольшая ширина венца обрабатываемых зубчатых колес, мм. | 220 (прямой зуб) |
| Диаметр рабочей поверхности стола (фланца шпинделя изделия), мм. | 250 |
| Расстояние между осями стола и инструмента, мм. | 30 - 250 |
| Наибольшие размеры устанавливаемых червячных фрез (D х L), мм. | 160 х 160 (220*) |
| Наибольшее перемещение червячной фрезы вдоль оси (шифтинг), мм. | 75 |
| Диапазон чисел оборотов червячной фрезы, мин-1 | 50 - 500 |
| Диапазон вертикальных подач, мм/мин. | 0,63 - 7,3 |
| Диапазон радиальных подач, мм/мин | 1 - 16 |
| Диапазон тангенциальных подач, мм/об. | 0,26 - 2,3 (для 53В30П-10) |
| Мощность привода главного движения, кВт | 3,2/4,2 (4,0/4,75 53В30П-10); 7,5* |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2300 х 1300 х 1950 (3350 х 1950 х 2350 упаковка) |
| Масса, кг. | 5100 (6000 брутто) |
| * - специальное исполнение (заказ) |
- Станок в сборе;
- Комплект электрических запчастей;
- Комплект сменных шкивов (шкив Ø115 мм. – 1 шт., шкив Ø315 мм. – 1 шт.)
- Фильтроэлемент – 3 шт.;
- Комплект сменных шестерен для настройки гитар деления и дифференциала (из 52–х шестерен) – 1 комплект;
Принадлежности:
-ключ 53А30.90.010 – 1 шт.;
-стяжка 5Д312.10.218 – 1 шт.;
-рукоятка 5Д312.80.011 – 1 шт.;
-хвостовик 5Д312.90.202 – 1 шт.;
-ремень А-1400 – 1 шт.;
-ключ Д2 – 2 шт. (к электрошкафу);
-центр 7032-0041 Морзе 5ПТ ГОСТ 13214-90 – 1 шт.;
- комплект документации.
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ (поставляется за отдельную плату):
- Центроискатель для червячной фрезы (требуется, если нарезается малое количество зубьев (6 или 8), свыше 14 зубьев – центроискатель не нужен).
- Оправки 4 шт. (для инструмента) - Ø 27 мм., Ø 32 мм., Ø 40 мм., Ø 50 мм.
- Шкивы- Ø 100 мм., Ø 160 мм.
 ВЗ-646Ф4 Полуавтомат заточный с ЧПУ для червячных фрез
ВЗ-646Ф4 Полуавтомат заточный с ЧПУ для червячных фрез
Полуавтомат комплектуется устройством ЧПУ SINUMERIK 828DSL производства фирмы SIЕMENS (Германия), которое обеспечивает:
- высокое качество управления, надежную и бесперебойную работу;
- решение множества задач обработки от позиционирования осей до осуществления любого движения с использованием интерполяции;
- свободное программирование;
- возможность обмена информацией с ЭВМ высшего ранга.
Система ЧПУ
В качестве устройства управления используется устройство SINUMERIK 828DSL. Указанное устройство позволяет осуществлять управление позиционированием по четырём осям.
Компоновка полуавтомата, конструктивные и эксплуатационные особенности
 Полуавтомат выполнен в горизонтальной компоновке с подвижным в продольном направлении столом (ось X).
Полуавтомат выполнен в горизонтальной компоновке с подвижным в продольном направлении столом (ось X).
На столе установлена бабка изделия (ось А) с обрабатываемой заготовкой, задняя бабка, механизм правки шлифовального круга.
Шлифовальная бабка со шлифовальным шпинделем размещена сверху над изделием, с возможностью поперечного (ось Z) и вертикального (ось Y) перемещений, а также поворота (ось В) вокруг вертикальной оси на угол подъёма стружечной канавки.
Полностью закрытая рабочая зона с ограждением кабинетного типа, раздвижными и монтажными дверцами.
|
Бабка изделия (ось А) |
|
Шпиндель бабки изделия имеет коническое отверстие (конус ISO 50, 7:24) для установки центровых, хвостовых оправок или хвостовых червячных фрез. Исполнение 1: Вращение шпинделя осуществляется от встроенного в бабку изделия кругового высокоскоростного синхронного двигателя. Шпиндель смонтирован на специальном прецизионном упорно-родиальном подшипнике. Круговой датчик измерения угла поворота установлен непосредственно на шпинделе. Предлагаемое конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота шпинделя, надёжность и долговечность.
|
|
Бабка шлифовальная (ось В) |
|
Шпиндель оси поворота смонтирован на прецизионных радиально-упорных подшипниках. Поворот бабки шлифовальной на угол наклона стружечной канавки осуществляется вручную с отсчётом на пульте оператора или по лимбу. |
|
Шпиндель шлифовальный. |
|
Частотное регулирование скорости вращения шпинделя, режим разгона и торможения. Применены импортные прецизионные дуплексные (с предварительным натягом) подшипники. |
|
Стол (ось Х), вертикальная (Y) и поперечная (Z) каретки шлифовальной бабки |
|
Перемещение по осям X,Y,Z осуществляется от синхроных двигателей с цифровым управлением через беззазорные шариковинтовые передачи по замкнутым, с предварительным натягом направляющим линейного перемещения, сочетающими в себе высокую несущую спрособность, легкость и точность хода. |
Устройство предварительной ориентации червячной фрезы. |
|
Устройство выполненно на базе датчика касания фирмы «HEIDENHAIN» ( Германия ). Посредством датчика возможно измерение неизвестных параметров инструмента (передний угол ,наклон спирали, окружной шаг зубьев), осуществление привязки обрабатываемой заготовки (осевую, угловую) к системе координат полуавтомата, а так же возможно произвести предварительный контроль параметров заточенной фрезы (передний угол, угол наклона спиральной стружечной канавки, накопленную погрешность окружного шага стружечных канавок, поиск «высокого» зуба, с которого начинать обработку) с выводом информации на панель оператора. |

|
Правка шлифовальных кругов |
|
Правка и компенсация износа шлифовального круга осуществляется высокоточными координатными перемещениями шлифовального круга относительно механизма правки шлифовального круга,что обеспечивает высокую эффективность процесса правки, как прямолинейного, так и фасонного профиля шлифовального круга. Механизм правки состоит из прецизионного шпинделя и приводного электродвигателя. Алмазный ролик не входит в стандартную стоимость данной опции. Габаритные размеры, форма ролика, изготовитель согласовывает на этапе утверждения ТЗ. Применение механизма правки алмазным роликом значительно повышает производительность процесса правки шлифовальных кругов.
|
 Предусмотрена возможность автоматической правки абразивных шлифовальных кругов с помощью механизма правки (алмазный ролик, либо алмаз в оправе), устанавливаемого на столе полуавтомата (ось
Предусмотрена возможность автоматической правки абразивных шлифовальных кругов с помощью механизма правки (алмазный ролик, либо алмаз в оправе), устанавливаемого на столе полуавтомата (ось
|
Система подачи и очистки СОЖ. |
|
Обеспечивает эффективную подачу и очистку СОЖ при обработке быстрорежущих сталей и твёрдого сплава. В качестве СОЖ применяются минеральные или синтетические углеводородные масла с вязкостью в пределах 5…8 с СТ при 40оС. (И5A ГОСТ 20799-88; HM-Sintogrind; Велосит 7-ТНК и др.). Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает гигиенические нормы при работе полуавтомата. Система смазки Централизованная автоматическая система смазки.
Гидропривод Функции гидропривода сведены к минимуму – перемещение каретки с центром задней бабки и осуществление централизованной смазки. |
 Система подачи и очистки СОЖ выполнена на базе насосов, магнитного сепаратора и лентопротяжного устройства с бумажным фильтром.
Система подачи и очистки СОЖ выполнена на базе насосов, магнитного сепаратора и лентопротяжного устройства с бумажным фильтром.Программное обеспечение
В комплект полуавтомата входит:
- управляющая программа (УП) для заточки червячных фрез по передней поверхности;
- программа для расчета профиля шлифовального круга.
УП для заточки червячных фрез по передней поверхности позволяет выполнять следующие технологические переходы:
- привязка фрезы к системе координат станка при помощи измерительного датчика (определение положения первого зуба и положения базового торца фрезы в системе координат станка);
- измерение фрезы перед обработкой для определения действительного припуска на каждом зубе;
- черновая обработка фрезы (деление на зуб происходит после съема всего припуска с одного зуба);
- чистовая обработка фрезы (деление на зуб происходит после каждого двойного хода);
- выхаживание с микроподачей;
- правка шлифовального круга перед технологическим переходом и в цикле;
- измерение параметров качества заточки (профиль передней поверхности, накопленная погрешность окружного шага, направление стружечных канавок) при помощи измерительного датчика.
Заточка по передней поверхности может осуществляться с различными значениями контурной скорости и глубины резания.
Программа для расчета профиля шлифовального круга формирует УП для фасонной правки шлифовального круга. Программа представляет собой Windows-приложение и работает на персональном компьютере (ПК).
Окно программы представлено на рисунке.

Область 1 предназначена для ввода геометрических параметров фрезы.
В области 2, используя движки, пользователь подбирает начальную установку шлифовального круга, таким образом, чтобы расчетные параметры фрезы и шлифовального круга, отображаемые в области 3, соответствовали требуемым.
После нажатия соответствующей кнопки сформированная УП правки записывается на жесткий диск ПК. УП правки передается на станок стандартными средствами (RS232, USB).
|
1.1Показатели заготовки, обрабатываемой на полуавтомате |
||
|
1.1.1Пределы диаметров фрез, мм |
40…200 |
|
|
1.1.2Наибольшая длина фрез, мм - насадных -хвостовых |
250 400 |
|
|
1.1.3Наибольшая глубина шлифуемой стружечной канавки/модуль, мм |
50/14 |
|
|
1.1.4Пределы углов подъёма винтовых стружечных канавок/левые и правые/, градус |
0…20 |
|
|
1.1.5Числа стружечных канавок, шт. |
1…99 |
|
|
1.1.6Передний угол, градус |
0…10 |
|
|
1.1.7Диаметры посадочных отверстий, мм |
16,22,27,32,40, 50,60 |
|
|
1.2Показатели инструмента, устанавливаемого на полуавтомате |
||
|
1.2.1Наибольший диаметр устанавливаемого шлифовального круга (формы 3) с углом профиля 20ºпо ГОСТ 2424-83, мм |
250 |
|
|
1.3 Показатели основных и вспомогательных движений полуавтомата
|
||
|
Наибольший диаметр устанавливаемого шлифовального круга (формы 3) с углом профиля 20ºпо ГОСТ 2424-83, мм
|
250 |
|
|
1.3.1Частота вращения шлифовального круга, мин-1 |
2000…4000 |
|
|
1.3.3Количество управляемых осей координат с применением УЧПУ SINUMERIK 802DSL: - всего - одновременно |
4 2 |
|
|
1.3.4Наибольшее рабочее перемещение по управляемым осям координат: - продольное перемещение стола (ось X), мм - поперечное перемещение каретки (ось Z), мм - вертикальное перемещение суппорта (ось Y), мм - поворот шпинделя бабки изделия (ось А), градус |
630 250 320 не ограничен |
|
|
1.3.5Пределы рабочих подач по управляемым осям координат, м/мин: - ось X - ось Y - ось Z |
10 5 5 |
|
|
1.3.6Дискретность задания перемещений по осям координат линейный, мм круговой, градус |
0,001 0,001 |
|
|
Показатели силовой характеристики полуавтомата |
||
|
1.4.1Мощность электродвигателя главного движения, кВт |
2,2 |
|
|
1.4.2Род тока питающей сети |
переменный трёхфазный |
|
|
1.4.3Напряжение, В |
380 ± 38 |
|
|
1.4.4Частота тока, Гц |
50 ± 1 |
|
|
Показатели габарита и массы полуавтомата |
||
|
1.4.5Габаритные размеры (без отдельно расположенного оборудования), мм - длина - ширина - высота |
2500* 2000* 2350* |
|
|
1.4.6Масса, кг |
7000* |
|
|
1.5Показатели точности |
кл. ААА |
|
|
1.6.1 Точность и шероховатость заточки однозаходных червячных фрез (при соответствии базовых поверхностей заготовки требованиямГОСТ 9324-80) |
Ra– 0,32 |
|
-Задняя бабка гидрофицированная - 1шт.
-Механизм правки алмазным роликом(N = 3000 об/мин) -1шт.
-Устройство для правки алмазом в оправе -1шт.
-Устройство предварительной ориентации червячной фрезы(С применением датчика HEIDENHAIN.) -1шт.
-Комплект оправок для крепления шлифовальных кругов
-Ø 200 (посад. Ø 51) -2шт.
-Ø 250 (посад. Ø 76)
-Комплект кожухов для шлифовальных кругов
-Ø 200 -2шт.
-Ø 250 -1шт.
-Комплект оправок для фрез Ø16,22,27,32,40,50,60 (в сборе с гайками и проставными кольцами) - 1шт.
-Комплект поводковых устройств - 1шт.
-Комплект оснастки для выверки базовых точек полуавтомата - 1шт.
-Система подачи и очистки СОЖ с насосом, магнитным сепаратором и лентопротяжным устройством с бумажным фильтром (Производительность насоса 100 л/мин) -1шт.
-Система отсоса аэрозолей (Фильтр EFO-2000-5-1-1,3с в комплекте с вентилятором FUA-1800/SP) -1шт.
-Дополнительный комплект эксплуатационной (технической) документации: руководство по эксплуатации, руководство по эксплуатации электрооборудования, инструкции по работе с управляющей программой -1шт.
-Упаковка -1шт.
-Управляющая программа заточки червячных фрез по передней поверхности -1шт.
-Программа для формирования управляющей программы правки фасонного шлифовального круга -1шт.
 МС-51
МС-51
Промышленная машина, вобрала в себя максимум инновационных решений.
- новый компактный дизайн
- увеличенная точность и жесткость за счет моноблочной конструкции редуктор-суппорт
- революционная конструкция саморегулирующихся направляющих. ЗАПАТЕНТОВАНО.
- заменяемый шлицевой хвостовик ротора.Исключает дорогостоящую замену ротора при износе.
- более мощный привод с высоким крутящим моментом
- энергосберегающее электромагнитное основание (ESB) с увеличенной силой притяжения к неровным поверхностям (система MFSC)
- система контроля силы притяжения (MPAC)
- система защиты от перегрузки
| Мощность, Вт | 1300 |
| Напряж/частота тока, В/Гц | 220/50 |
| Шпиндель | KM2/19мм Weldon |
| Кол-во скоростей | 2 |
| Частота вращения, обмин | 200/400 |
| Диаметр сверления кольцевой фрезой, макс.мм | 50 |
| Диаметр сверления спиральным сверлом, макс.мм | 25 |
| Зенкерование, мм | 50 |
| Диам.нарез. резьбы, макс.мм | - |
| Размеры основания, мм | 90х180х48 |
| Высота макс/мин, мм | 579/426 |
| Рабочий ход, мм | 153 |
| Масса, кг | 16.5 |
| Расстояние от оси шпинделя до основания | 46 |
Стандартный комплект поставки включает в себя:
- набор ключей
- баллон для СОЖ
- страховочную цепь (ремень)
- патрон для кольцевых фрез
- пенал для хранения
- инструкция по эксплуатации
 5Н428 Станок трубоотрезной
5Н428 Станок трубоотрезной
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Диаметр отрезаемой трубы, мм. | 15 - 50 |
| Диаметр режущего диска, мм. | 160 |
| Число оборотов режущего диска, об/мин. | 193 |
| Мощность привода главного движения, кВт | 2,2 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 638 х 845 х 1180 |
| Масса, кг. | 300 |
 BSG-60 Сверлозаточной станок
BSG-60 Сверлозаточной станок
- Благодоря поворотной прецинзонной зажимной призме осуществляется симметричная заточка - это позволяет быстро и достаточно качественно затачивать самые разннобразные свёрла;
- Кинематика станка обеспечивает точную и симметричную заточку сверл по задней грани и формирует необходимый угол затыловки и угол при вершине;
- Станок имеет регулировку угла при вершине затачиваемого инструмента до 180°, так же регулировку заднего угла при спиральной затыловке и при ступенчатой затыловке;
- Основная заточка сверла осуществляется по задней грани сверла. На данном станке можно выполнять классическую подточку перемычки либо делать крестообразную подточку;
- Зажимная призма с затачиваемым инструментом устанавливается на подвижном суппорте, обеспечивающем подачу инструмента на заточной круг. Абразивный круг с электродвигателем установлен на втором подвижном суппорте, обеспечивающем поперечное смещение заточного круга. Направление перемещения этих двух суппортов взаимно перпендикулярное. Перемещение суппортов осуществляется при помощи рукояток со шкалой. Суппорта перемещаются закрытыми ходовыми винтами по закрытым призматическим направляющим оснащенными пресс-масленками.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Диаметр затачиваемого сверла, мм. | 3 - 40 (60)* |
| Угол при вершине сверла, град. | до 180 |
| Параметры шлиф.круга (D наружн. / d посадочн. / B), мм. | 200 х 40 х 51 |
| Частота вращения шпинделя, мин -1 | 2840 |
| Мощность привода главного движения, кВт | 0,37 |
| Напряжение питания, В | 220 |
| Габаритные размеры (LxBxH), мм. | 570 х 320 х 400 |
| Масса, кг. | 52 |
| * - с использованием дополнительной оснастки | при использовании призмы для сверл 40-60 мм. |
- Станок в сборе;
- Лампа-лупа;
- Алмазное правящее приспособление для корундовых кругов;
- Корундовый шлифовальный круг, 200х40х51 мм, зернистость К60;
- Фланец для шлифовального круга шириной 40мм;
- Призма для сверл диаметром от 30 до 40 мм (вставные губки для сверл диаметром от 3 до 20 мм)
- Инструкция на русском языке.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Призма для сверл диаметром от 40 до 60 мм и от 50 до 70мм
- Алмазный шлифовальный круг D76 200x30 мм;
- Фланцы шлифовального круга с конусом;
- Станочная стойка с ванной;
- Дополнительное кольцо для шлифовальных кругов шириной 20 мм;
- Дополнительное кольцо для шлифовальных кругов шириной 8 мм;
- Магнитный упор для фрез;
- Упор для режущих кромок фрез;
- Упор для сверл;
- Исполнение станка с подключением к аспирации;
- Гильза для конусного хвостовика МК 1;
- Гильза для конусного хвостовика МК 2;
- Гильза для конусного хвостовика МК 3;
- Приспособление для заточки зенковок SVR31с цангой 10 мм и кулачком на 3 резца;
- Кулачки на различное кол-во резцов зенковок для SVR31;
- Приспособление для заточки зенкеров и фрез SZVR;
- Цанга 6 мм;
- Цанга 8 мм;
- Цанга 10 мм;
- Цанга 12 мм;
- Цорундовый шлифовальный круг, 200x40x51мм (K 60,100,180);
- Корундовый шлифовальный круг,200x20x51мм (K60,100,180);
- Корундовый шлифовальный круг,200x8x51мм (K60,100,180);
- Увеличение зажимаемого диаметра инструмента (по запросу);
- Маховички для быстрого перемещения суппортов (вместо стандартных круглых рукояток).
 МС-130 – специальная машина
МС-130 – специальная машина
| Мощность, Вт | 1860 |
| Напряж/частота тока, В/Гц | 220/50 |
| Шпиндель | KM3/32мм Weldon |
| Кол-во скоростей | 2 |
| Частота вращения, обмин | 60-140/200-470 |
| Диаметр сверления кольцевой фрезой, макс.мм | 130 |
| Диаметр сверления спиральным сверлом, макс.мм | 40 |
| Зенкерование, мм | 50 |
| Диам.нарез. резьбы, макс.мм | M30 |
| Размеры основания, мм | 120х240х67 |
| Высота макс/мин, мм | 750/665 |
| Рабочий ход, мм | 85 |
| Масса, кг | 36 |
| Расстояние от оси шпинделя до основания | 81 |
Стандартный комплект поставки включает в себя:
- набор ключей
- баллон для СОЖ
- страховочную цепь (ремень)
- патрон для кольцевых фрез
- пенал для хранения
- инструкция по эксплуатации
 8725 Станок отрезной ножовочный
8725 Станок отрезной ножовочный
- Приведение пильной рамы в движение осуществляется от отдельного электродвигателя через кривошипный механизм. Шкивы провода сделаны двухступенчатыми, для возможности изменения чисел двойных ходов;
- Подъем и опускание пильной рамы, подача ножовочного полотна при резке, подъем пильной рамы при обратном ходе осуществляется при помощи гидропривода. Возвращение пильной рамы в верхнее положение по окончании резки происходит автоматически;
- Для охлаждения ножовочного полотна в процессе реза станок оснащён производительной системой охлаждения.
|
ПАРАМЕТР |
ЗНАЧЕНИЕ |
|
Наибольший диаметрзаготовки круглого сечения(уголреза 90 град.), мм. |
250 |
|
Наибольший диаметр заготовки круглой сечения (угол реза 45 град.), мм. (при комплектовании комбинированными тисками) |
140 |
|
Наибольшая диагональ заготовки прямоугольного сечения (угол реза 90 град.), мм. |
250 |
|
Наибольший размер заготовки прямоугольного сечения (угол реза 45 град.), мм.(при комплектовании комбинированными тисками) |
140 х 250 |
|
Ширина пропила, мм. |
2 |
|
Ход пильной рамы, мм. |
160 |
|
Максимальная длина отрезаемой заготовки по упору, мм. |
350 |
|
Размер ножовочного полотна, мм. |
450 х 40 х 2 |
|
Число двойных ходов пильной рамы в минуту |
48, 62, 94, 120 |
|
Скорость резки, м./мин. |
17, 22, 33, 43 |
|
Угол поворота тисков, град. |
45 |
|
Ёмкость бака СОЖ, л. |
30 |
|
Мощность привода главного движения, кВт |
2,2 |
|
Напряжение питания, В |
380 |
|
Габаритные размеры (LxBxH), мм. |
1690 х 700 х 900 (1780 х 850 х 1000 в упаковке) |
|
Масса, кг. |
700 |
- Станок в сборе;
- Полотно ножовочное;
- Шприц рычажно-плунжерный;
- Ремень клиновой А-1400 – 2 шт.;
- Руководство по эксплуатации. Паспорт.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Тележка;
- Тиски комбинированные для резки материала под углом 45°;
- Приспособление для пакетной резки.
Станок устанавливается на фундамент или бетонную подушку. Глубина залегания фундамента зависит от грунта, но должна быть не менее 170 мм. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм.
После установки на фундамент производится выверка в обоих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0,1 мм. на 300 мм. в обоих плоскостях.
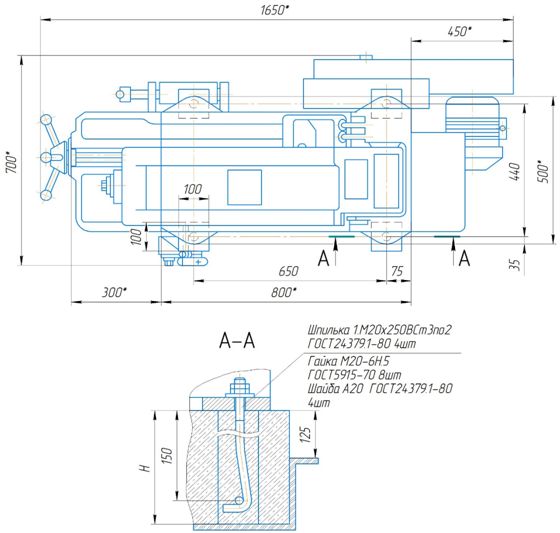
 ВЗ-495Ф1 Станок заточной для протяжек
ВЗ-495Ф1 Станок заточной для протяжек
- На станке применен электрический привод поперечного перемещения шлифовального круга, внедрена система цифровой индикации текущих координат данного перемещения, что позволяет производить заточку закрытых поверхностей плоских протяжек;
 - Управление приводами осуществляется контроллером фирмы SIEMENS, который обеспечивает работу станка в следующих режимах:
- Управление приводами осуществляется контроллером фирмы SIEMENS, который обеспечивает работу станка в следующих режимах: - заточка круглых протяжек с оптимальными значениями частот вращения шлифовального круга и протяжки;
- заточка плоских протяжек с управлением поперечным перемещением шлифовального круга рукояткой, задающей направление и скорость перемещения, или с автоматическим перемещением между программными конечными выключателями.
- Управление приводом шлифовального круга, а также приводом поводка передней бабки и ползуна шлифовальных салазок осуществляется частотными преобразователями серии FR-A фирмы MITSUBISHI;
- Схема управления электрооборудованием станка выполнена на программируемом контроллере серии S7-300 фирмы SIEMENS с процессором CPU314-C-PtP. Программируемый контроллер формирует сигналы управления частотными преобразователями, панелью оператора, текстовым дисплеем, обрабатывает информацию с фотоимпульсных датчиков.
- рукоять поперечного перемещения шлифовального круга

- электродвигатель поперечного перемещения шлифовальной головки

| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Наибольший диаметр круглой протяжки, устанавливаемой в центрах, мм. | 200 |
| Наибольшая длина круглой протяжки, устанавливаемой в центрах, мм. | 1400 |
| Наибольшая ширина плоской протяжки с прямыми зубьями, мм. | 250 |
| Наибольшая ширина плоской протяжки с зубьями, расположенными под углом 30 град., мм. | 120 |
| Диаметр абразивного шлифовального круга, мм. | 25 - 200 (тип ПП и Т); 125 (тип ЧЦ) |
| Наибольший диаметр шлифовальных кругов, мм. | 125 |
| Окружная скорость шлифовального круга, м/с | до 35 |
| Наибольшее продольное перемещение стола, мм. | 1200 |
| Наибольшее перемещение колонны, мм. | 300 |
| Высота центров, мм. | 160 |
| Угол поворота шлифовальной головки в вертикальной плоскости, град. | 0 - 90 |
| Угол поворота шлифовальной головки в горизонтальной плоскости, град. | +- 30 |
| Диапазон частот вращения шпинделя, об./мин. | 3000 - 21000 |
| Мощность привода шлифовального круга, кВт | 2,2 |
| Скорость перемещения шлифовальных салазок, мм/мин | 60 - 5000 |
| Дискрета цифровой индикации, мм. | 0,01 |
| Установленная суммарная мощность, кВт | 6,326 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 3700 х 2040 х 1520 |
| Масса, кг. |
 3Е642 Универсально-заточной станок
3Е642 Универсально-заточной станок
- Замкнутые роликовые стальные направляющие стола и каретки, позволяющие устанавливать на стол тяжелые приспособления и детали без потери точности перемещения, а также обеспечивающие долговечность;
- Привод стола от маховика осуществляется через зубчатую передачу рейка-шестерня;
- Двигатель шлифовального круга развернут в сторону противоположную шпинделю, что существенно расширяет технологические возможности и сокращает время переналадки;
- Продольное перемещение стола станка, вертикальное и поперечное перемещение шлифовальной бабки осуществляется вручную;
- Установочное вертикальное перемещение шлифовальной бабки механизировано;
- На станке возможно выполнять шлифовальные работы: круглое шлифование (наружное и внутреннее) и плоское шлифование;
- Малые габариты станка при больших технологических возможностях;
- Возможна обработка инструмента с применением смазочно-охлаждающей жидкости (опция).
- Станок может быть укомплектован широким перечнем дополнительных приспособлений и оснастки, в зависимости от выполняемой технологической задачи;
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм. | 250 (330 с 3Е642Е.П32) |
| Наибольшая длина изделия, устанавливаемого в центровых бабках, мм. | 630 (1040 с 3Е642Е.П61 и 3Е642Е.П73) |
| Параметры шлиф.круга (D наружн. / d посадочн. / B), мм. | 200х32х16 (Тип 1 ИСО 525-86 ГОСТ 2424-83); 150х32х40 (остальных типов) |
| Наибольшее продольное перемещение стола, мм. | 450 |
| Наибольший угол поворота стола в горизонтальной плоскости, град. | +45 / -45 |
| Наибольший угол поворота стола в горизонтальной проскости по шкале точного поворота, град. | +8 / -8 |
| Наибольшее вертикальное перемещение шлифовальной головки, мм. | 250 |
| Наибольшее поперечное перемещение шлифовальной головки, мм. | 230 |
| Наибольшее смещение оси шлиф. круга в горизонтальной плоскости за счет эксцентрической плиты, мм. | 345 |
| Угол поворота шлифовальной головки в горизонтальной плоскости, град. | 360 |
| Угол поворота шлифовальной головки в вертикальной плоскости, град. | +20 / -40 |
| Размер рабочей поверхности стола, мм. | 900 х 140 |
| Ширина Т-образного паза | 14Н12 |
| Точность наружной цилиндрической повер-ти образца,мкм: -постоянство диам-ра в поперечном сечении | 4 |
| Точность наружной цилиндрической повер-ти образца,мкм: -постоянство диам-ра в продольном сечении | 6 |
| Плоскостность поверхности образца-изделия обработанной торцем круга, мкм. | 6 |
| Шероховатость обработанной поверхности образцов-изделий: -шлифование абразивным кругом, не более | Ra 0,63 |
| Шероховатость обработанной поверхности образцов-изделий: -шлифование алмазным кругом, не более | Ra 0,16 |
| Частота вращения шпинделя, мин -1 | 2200; 3200; 4400; 6400 |
| Скорость вертикального механизированного перемещения шлифовальной головки, мм/мин | 390 |
| Мощность привода главного движения, кВт | 1,1 / 1,5 |
| Установленная суммарная мощность, кВт | 1,28/ 1,68 |
| Класс точности | П |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1745 х 1940 х 1550 |
| Масса, кг. | 1160 |
- Станок в сборе;
- Головка шлифовальная (в составе ЗИП);
- Бабка универсальная ВЗ-318.П1;
- Бабка передняя ВЗ-318.П2;
- Бабка задняя ВЗ-318.П3;
- Упорка универсальная 3Е642Е.П4;
- Приспособление для линейной правки круга и установки центров ВЗ-318.П5;
- Оправка 3Е642Е.91.015;
- Оправка 3Е642Е.91.016;
- Ключ Д48-80;
- Ключ 4 ВИ60-01;
- Кожух ВЗ-318М.92.010 (для круга диам.150 мм.);
- Кожух ВЗ-318М.92.020 (для круга диам.125 мм.);
- Центр ВЗ-318М.90.204;
- Центроискатель ВЗ-318М.90.203;
- Пылеотвод ВЗ-318М.93.000;
- Светильник;
- Руководство по эксплуатации.
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату):
- Приспособления
- Установка станка 3E642